
Page 111 - 《橡塑技术与装备》2026年4期
P. 111
测试与分析
TEST AND ANALYSIS
所示。 不同于以往的卧贴,立式胎圈贴合对于三角胶的子口
形状有很高的要求,既要保证翻立的时候三角胶能够
均匀的包裹住钢丝圈,同时还需要三角胶的子口底部
对钢丝圈有一定挤压作用才能保持三角胶与钢丝圈的
紧密贴合。在挤出机流道、预口型设计上,针对三角
胶的不对称性,对流道和预口型进行了特殊的设计,
使得三角胶挤出时厚边和薄边流速基本一致。口型框
板需要根据三角胶的断面以及钢丝圈钢丝的排布,在
子口部位进行一定梯度设计才能保证三角胶在翻立时
的挤压作用。
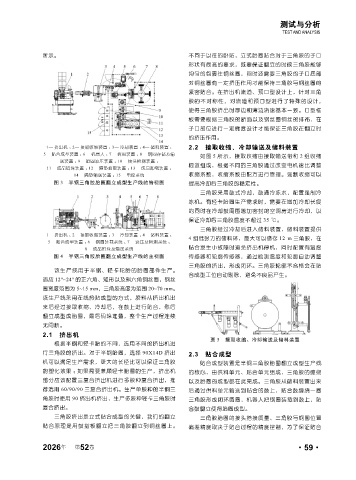
1— 挤出机 ; 2— 接取收缩装置 ; 3— 冷却装置 ; 4— 储料装置 ; 2.2 接取收缩、冷却输送及储料装置
5— 贴合成型装置 ; 6— 机器人 ; 7— 拆圈装置 ; 8— 钢圈存储及输
如图 5 所示,接取收缩由接取输送带和 2 组收缩
送装置 ; 9— 胎圈滚压装置 ; 10— 接头检测装置 ;
辊道组成,根据不同的三角胶通过改变电机速比调整
11— 成品码垛装置 ; 12— 隔垫拾取装置 ; 13— 成品卸载装置 ;
14— 隔垫输送装置 ; 15— 电控系统 收缩系数,收缩系数由配方进行管理。强制收缩可以
图 3 半钢三角胶胎圈翻立成型生产线的俯视图 提高冷却后三角胶的稳定性。
三角胶采用鼓式冷却,鼓通冷冻水,配置强制冷
冻机。有轻卡胎圈生产需求时,需要在增加冷却长度
的同时在冷却鼓周围增加密封的空调房进行冷却,以
保证冷却后三角胶温度不超过 35 ℃。
三角胶经过冷却后进入储料装置,储料装置提供
1— 挤出机 ; 2— 接取收缩装置 ; 3— 冷却装置 ; 4— 储料装置 ;
4 组低张力的储料环,最大可以储存 12 m 三角胶,在
5— 贴合成型装置 ; 6— 钢圈装载系统 ; 7— 滚压及检测系统 ;
8— 成品码垛及输送系统 贴合发生小故障时避免挤出机停机,同时配置有温度
图 4 半钢三角胶胎圈翻立成型生产线的主视图 传感器和轮廓传感器,通过检测温度和轮廓自动调整
三角胶的挤出,形成闭环。三角胶轮廓不合格会在贴
该生产线用于半钢、轻卡轮胎的胎圈部件生产。
合成型工位自动剔除,避免不良品产生。
适应 12"~24" 的正六角、矩形以及斜六角钢丝圈,钢丝
圈宽度范围为 5~15 mm,三角胶高度为范围 20~70 mm。
该生产线采用在线热贴成型的方式,胶料从挤出机出
来后经过接取收缩、冷却后,在鼓上进行贴合,然后
翻立成型成胎圈,最后码垛堆叠,整个生产过程连续
无间断。
2.1 挤出机
图 5 接取收缩、冷却输送及储料装置
根据半钢和轻卡胎的不同,选用不同的挤出机进
行三角胶的挤出。对于半钢胎圈,选择 90X14D 挤出 2.3 贴合成型
机可以满足生产需求,更大的长径比可以保证三角胶 贴合成型装置是半钢三角胶胎圈翻立成型生产线
的塑化效果 ;如果需要兼顾轻卡胎圈的生产,挤出机 的核心,由供料单元、贴合单元组成,三角胶的缠绕
部分应该配置三复合挤出机进行多胶种复合挤出,推 以及胎圈的成型都在此完成。三角胶从储料装置出来
荐选用 60/90/90 三复合挤出机。生产单胶种的半钢三 后通过供料单元输送到贴合的鼓上,贴合鼓缠绕一圈
角胶时使用 90 挤出机挤出,生产多胶种轻卡三角胶时 三角胶形成闭环圆圈,机器人把钢圈装载到鼓上,贴
复合挤出。 合鼓翻立使得胎圈成型。
三角胶挤出是立式贴合成型的关键,我们的翻立 三角胶胎圈的接头搭接质量、三角胶与钢圈位置
贴合原理是用鼓指板翻立把三角胶翻立到钢丝圈上。 偏差精度取决于贴合过程的精度控制,为了保证贴合
2026 第 52 卷 ·59·
年