
Page 93 - 《橡塑智造与节能环保》2026年3期
P. 93
橡塑科普知识
为了保证加料门开、关,加料门门体宽度会略小 提升,但是胶料温升加快,炼胶周期缩短,胶料与配
于加料装置左右侧板的间距。通过安装在加料门门板 方料分布不均,降低炼胶品质。而且,小间隙还会导
上的,并由弹簧顶紧的加料门密封板,与加料装置左 致炼胶过程中负载增加,电机容易出现过载故障,严
右侧板的密封接触,使得加料门关闭后密炼机形成封 重时,会烧毁电机。
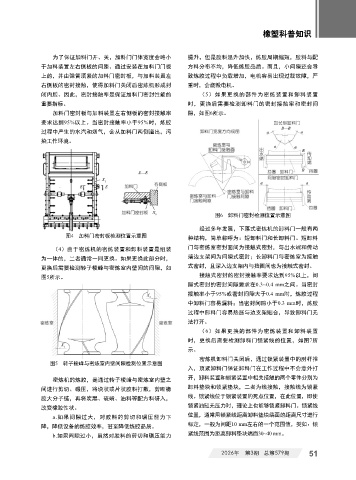
闭内腔。因此,密封接触率是保证加料门密封性能的 (5)如果更换的部件为密炼装置和卸料装置
重要指标。 时,更换后需要检测卸料门的密封接触率和密封间
加料门密封板与加料装置左右侧板的密封接触率 隙,如图6所示。
要求达到95%以上。当密封接触率小于95%时,炼胶
过程中产生的水汽和烟气,会从加料门两侧溢出,污
染工作环境。
图6 卸料门密封检测位置示意图
经过多年发展,下落式密炼机的卸料门一般有两
图4 加料门密封板检测位置示意图 种结构,简单称呼为:短卸料门和长卸料门。短卸料
(4)由于密炼机的密炼装置和卸料装置是组装 门与密炼室密封面间为接触式密封,与出水端和传动
为一体的,二者通常一同更换。如果更换此部分时, 端边支架间为间隙式密封;长卸料门与密炼室为接触
更换后需要检测转子棱峰与密炼室内壁间的间隙,如 式密封,且深入边支架内与挡圈间也为接触式密封。
图5所示。 接触式密封的密封接触率要求达到95%以上,间
隙式密封的密封间隙要求在0.3~0.4 mm之间。当密封
接触率小于95%或密封间隙大于0.4 mm时,炼胶过程
中卸料门容易漏料;当密封间隙小于0.3 mm时,炼胶
过程中卸料门容易热胀与边支架贴合,导致卸料门无
法打开。
(6)如果更换的部件为密炼装置和卸料装置
时,更换后需要检测卸料门锁紧线的位置,如图7所
示。
密炼机卸料门关闭后,通过锁紧装置中的肘杆推
图5 转子棱峰与密炼室内壁间隙检测位置示意图
入,顶紧卸料门保证卸料门在工作过程中不会意外打
密炼机的炼胶,是通过转子棱峰与密炼室内壁之 开,卸料装置和锁紧装置中相关接触的两个零件分别为
间进行剪切、碾压,将块状或片状胶料打散,剪断橡 卸料垫块和锁紧垫块,二者为线接触,接触线为锁紧
胶大分子链,再将炭黑、硫磺、油料等配方料研入, 线。锁紧线位于锁紧装置的死点位置,在此位置,即使
改变橡胶性状。 锁紧油缸无压力时,理论上也能够锁紧卸料门。锁紧线
a.如果间隙过大,对胶料的剪切和碾压能力下 位置,通常用锁紧线距离卸料垫块端面的距离尺寸进行
降,降低设备的炼胶效率,甚至降低炼胶品质。 标定,一般为间距10 mm左右的一个范围值,类如:锁
b.如果间隙过小,虽然对胶料的剪切和碾压能力 紧线范围为距离卸料垫块端面30~40 mm。
2026年 第3期 总第579期 51