
Page 49 - 《橡塑智造与节能环保》2026年1期
P. 49
节能环保新技术与产品
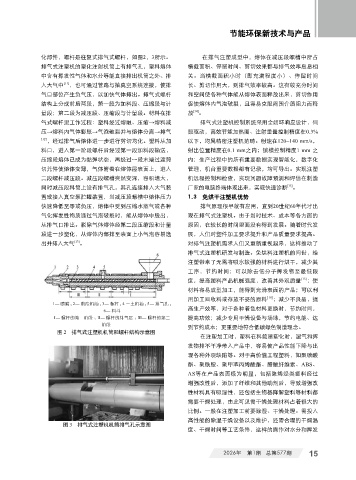
化部件,螺杆是往复式排气式螺杆,如图2,3所示。 在排气注塑成型中,熔体在减压段螺槽中所占
排气式注塑机的塑化注射机筒上有排气孔,塑料熔体 横截面积、停留时间、剪切效果都与排气效率息息相
中含有挥发性气体和水分等能直接排出机筒之外、排 关。当横截面积小时(即充满程度小)、停留时间
入大气中 [11] ,也可通过管路与抽真空系统连接,使排 长、剪切作用大,则排气效率较高。这有较充分时间
气口部位产生负气压,以加快气体排出。排气式螺杆 和空间使各种气体能从熔体表面释放出来,剪切作用
结构上分成前后两段,第一段为加料段、压缩段与计 促使熔体内气泡破裂,且容易克服周围介质阻力而释
[14]
量段;第二段为减压段、压缩段与计量段。材料在排 放 。
气式螺杆里工作过程:塑料经过熔融、压缩→熔料减 排气式注塑机控制系统采用全闭环响应设计,伺
压→熔料内气体膨胀→气泡破裂并与熔体分离→排气 服驱动,高效节能加热圈、注射重量控制精度在0.3%
[12] ,经过排气后熔体进一步进行剪切均化。塑料从加 以下,均属精密注塑机范畴。射速在120~140 mm/s,
料口,进入第一阶段螺杆后经过第一段加料段输送, 射出位置精度在0.1 mm之内;锁模控制精度1 mm 之
压缩段熔体已成为黏弹状态,再经过一段末端过渡剪 内;生产过程中的所有重要数据实现智能化,数字化
切元件使熔体变薄,气体附着在熔体层表面上,进入 管理,机台重要数据都有记录,均可导出。实现注塑
二段螺杆减压段。减压段螺槽突然变深,容积增大, 机远程控制和检查,实现问题故障预测和评估在制造
[13]
同时减压段料筒上设有排气孔,其孔连接排入大气装 厂家的电脑终端体现出来,实现快速诊断 。
置或接入真空泵贮罐装置,当减压段螺槽中熔体压力 1.3 免烘干注塑机优势
快速降低至零或负压,熔体中受到压缩水蒸气或各种 排气原理很早就有应用,直到20世纪60年代才出
气化挥发性物质通过气泡破裂时,能从熔体中脱出, 现在排气式注塑机。由于当时技术、成本等各方面的
从排气口排出。脱除气体熔体经第二段压缩段和计量 原因,在较长的时间里面没有得到发展。随着时代发
段进一步塑化,从熔体内部排至表面上小气泡容易逸 展,人们对塑件加工要求提升和产品质量要求提高。
[13]
出并排入大气 。 对排气注塑机需求人们又重新重视起来,这样推动了
排气式注塑机研发与制造。免烘料注塑机的问世,给
注塑带来了无需将吸水较强的材料进行烘干,减少其
工序,节约时间;可以除去低分子挥发物至最低限
度,提高塑料产品机械强度,改善其外观质量 [15] ;使
材料容易成型加工,能得到光滑表面的产品;可以利
用加工回收料或存放不妥的原料 [16] ;减少不良品,提
1— 喷嘴 ; 2— 前段机筒 ; 3— 螺杆 ; 4 一主机筒 ; 5— 排气孔 ;
6— 料斗 高生产效率,对于各种着色材料更换时,节约时间,
I— 螺杆的第一阶段 ; Ⅱ— 螺杆的排气区 ; Ⅲ— 螺杆的第二 提高功效;减少专用干燥设备与场地,节约电能、达
阶段 到节约成本;更重要地符合低碳绿色制造理念。
图 2 排气式注塑机机筒和螺杆结构示意图
在注塑加工时,塑料在料筒里塑化时,湿气和挥
发物排不干净带入产品中,容易使产品性能下降与出
现各种外观缺陷等。对于高价值工程塑料,如聚碳酸
酯、聚酰胺、聚甲苯丙烯酸酯、醋酸纤维素、ABS、
AS等在产品表面极为明显,包括聚烯烃类塑料经过
增强改性后,添加了纤维和其他助剂后,导致增强改
性材料具有吸湿性,还包括生物基降解塑料等材料都
需要干燥处理,由此可见需干燥处理材料占着很大的
比例。一般在注塑加工前要除湿、干燥处理。需投入
高性能的除湿干燥设备以及维护,还需合理的干燥温
图 3 排气式注塑机机筒排气孔示意图
度、干燥时间等工艺条件,这样的操作对水分和挥发
2026年 第1期 总第577期 15