
Page 50 - 《橡塑智造与节能环保》2026年1期
P. 50
节能环保新技术与产品
物排除不一定很有效果。且除湿干燥工序已成为提高 较。产品成型周期为48 s。如图4所示,电表起始度
效率、实现注射成型自动化的一个障碍 [17] 。由此,用 数为4 171.46,试验时间为连续生产6 h后电表度数为
户急需要一种免干燥排气式设备来解决烘料带来的诸 4 220.63,即4 220.63-4 171.46=49.17/6=8.195,实际
.
多问题。 耗电每小时8.19度(k Wh)。客户原用普通200 t注
塑机生产(包括烘料斗运行),耗电每小时13.6度
.
2 免烘干注塑机应用案例 (k Wh),免烘干塑机比原先普通200 t注塑机每小时
.
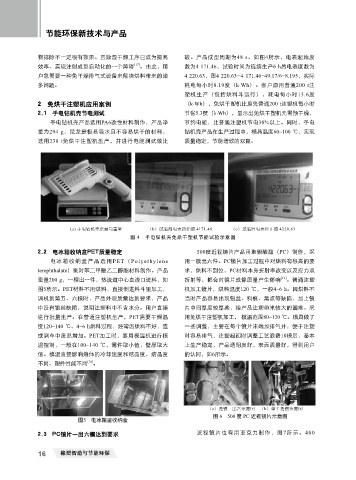
2.1 手电钻机壳节电测试 节省5.3度(k Wh),显示出免烘干塑机无需预干燥,
手电钻机壳产品选用PA6改性材料制作,产品净 节约电能,比普通注塑机节电30%以上。同时,手电
重为294 g,尼龙是极易吸水且不容易烘干的材料, 钻机壳产品在生产过程中,模具温度60~100 ℃,实现
选用238 t免烘干注塑机生产,并进行电能测试做比 质量稳定,节能增效的双赢。
(a) 手电钻机壳示意与重量 (b)试验前电表初始值 4171.46 (c)试验后电表终止值 4220.63
图 4 手电钻机壳免烘干塑机节能试验示意图
2.2 电冰箱收纳盒PET质量稳定 500度近视镜片产品用聚碳酸酯(PC)制作,采
电冰箱收纳盒产品选用PET(Polyethylene 用一模出六件。PC镜片加工过程中对烘料有很高的要
terephthalate)聚对苯二甲酸乙二醇酯材料制作。产品 求,烘料不到位,PC材料本身折射率改变以及应力双
重量200 g,一模出一件,热流道中心直浇口进料,如 折射等,都会对镜片成像质量产生影响 [19] 。普通注塑
图5所示。PET材料不用烘料,直接倒进料斗里加工, 机加工镜片,烘料温度120 ℃,一般4~6 h。因烘料不
调机到第五、六模时,产品外观质量达到要求,产品 当时产品容易出现银丝、料痕、黑点等缺陷,加上镜
中没有银丝缺陷,说明注塑料中不含水分。用户直接 片中间厚度较厚些,给产品注塑带来较大的困难。采
进行批量生产。在普通注塑机生产,PET需要干燥温 用免烘干注塑机加工, 模温范围80~120 ℃。模具做了
度120~140 ℃、4~6 h烘料过程,经常因烘料不好,造 一些调整,主要在每个镜片末端加排气井,便于注塑
成调车中废品增加。PET加工时,要用模温机进行模 时容易排气,注塑起初时调整工艺浪费10模后,基本
温控制,一般在100~140 ℃,薄件取小值,壁厚取大 上生产稳定,产品透明度好,表面质量好,得到用户
值。模温直接影响熔体的冷却速度和结晶度,结晶度 的认同,如6所示。
不同、塑件性能不同 。
[18]
(a)透镜一出六示意图 (b)单个透镜示意图
图 6 500 度 PC 近视镜片示意图
图5 电冰箱里收纳盒
2.3 PC镜片一出六模达到要求 近视镜片也有用亚克力制作,图7所示。400
16 橡塑智造与节能环保