
Page 92 - 《橡塑技术与装备》2025年8期
P. 92
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
的作用,同时,传感器实时反馈活塞的运动,从而精
确的控制型坯壁厚,使型坯轴向各段的壁厚与设定曲
线一致,获得所需壁厚分布的型坯。
图 2 IBC 内胆吹塑成型示意图
2 修形对型坯壁厚的补偿原理
但要说明口芯模修形的方法,先要简单说明机头
口芯模基本结构及运动控制的原理。
2.1 机头口芯模结构说明
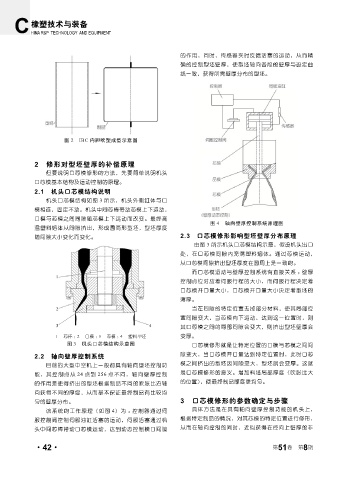
机头口芯模结构如图 3 所示,机头外侧缸体与口
模相连,固定不动。机头中间芯棒带动芯模上下运动,
口模与芯模之间间隙随芯模上下运动而改变。最终高
图 4 轴向壁厚控制系统原理图
温塑料熔体从间隙挤出,形成圆筒形型坯,型坯厚度
随间隙大小变化而变化。 2.3 口芯模修形影响型坯壁厚分布原理
由图 3 所示机头口芯模结构示意,假设机头出口
处,在口芯模间隙内充满塑料熔体。通过芯模运动,
从口芯模间隙挤出型坯厚度在圆周上是一致的。
而口芯模运动与壁厚控制系统有直接关系 :壁厚
控制点位对应着伺服行程的大小,而伺服行程决定着
口芯模开口量大小,口芯模开口量大小决定着型坯的
薄厚。
当在间隙的特定位置去掉部分材料,使其局部位
置间隙变大,当芯模向下运动,达到这一位置时,则
其口芯模之间的局部间隙会变大,则挤出型坯壁厚会
1— 芯棒 ; 2— 口模 ; 3— 芯模 ; 4— 塑料型坯 变厚。
图 3 机头口芯模结构示意图 口芯模修形就是让特定位置的口模与芯模之间间
2.2 轴向壁厚控制系统 隙变大,当口芯模开口量达到特定位置时,此时口芯
目前的大型中空机上一般都具有轴向型坯控制功 模之间挤出的型坯因间隙变大,型坯就会变厚。这就
能,其控制点从 24 点到 256 点不同,轴向壁厚控制 是口芯模修形的意义。增加料坯局部厚度(吹胀比大
的作用是使得挤出的型坯根据制品不同的吹胀比沿轴 的位置),使最终制品厚度更均匀。
向获得不同的厚度,从而基本保证最终制品有比较均
匀的壁厚分布。 3 口芯模修形的参数确定与步骤
该系统的工作原理(如图 4)为 :控制器通过伺 具体方法是在具有轴向壁厚控制功能的机头上,
服控制阀控制伺服油缸活塞的运动,伺服活塞通过机 根据特定制品的情况,对其芯模的特定位置进行修形,
头中间芯棒带动口芯模运动,达到动态控制模口间隙 从而在轴向控制的同时,近似获得在径向上壁厚的非
8
·42· 第 51 卷 第 期