
Page 92 - 《橡塑技术与装备》2025年4期
P. 92
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
后贴到容器内壁。可现场衬胶,胶板便于运输和贮存, 于核电厂而言,防腐涂层 + 阴极保护的联合保护技术
衬胶灵活性大,易操作,衬胶后短期内就能达到一定 并不适合用于重要的密闭容器类设备的防腐保护。
的粘接强度投入使用,但衬胶技术要求高、施工难度 1.1 复合橡胶衬里防护
大,特别是对于设备的拐角、法兰、进出料口及管件 秦山第三核电厂联合橡胶防腐厂家开发了 “ 自硫
连接处衬胶困难 [5] 。这两种工艺虽然不需要现场硫化 化胶板为底层 + 预硫化胶板为面层 ” 的双层复合橡胶
操作,但因其固有特点,自硫化衬胶技术和预硫化衬 衬里结构及工艺 [6] 。“ 自硫化胶板为底层 + 预硫化胶
胶技术的单独使用也不符合电厂的需求。 板为面层 ” 的双层复合橡胶衬里方案,充分利用了自
1.2 高固态环氧涂层衬里防护 硫化胶板与预硫化胶板的优点,规避了缺点,不受场
高固态环氧涂层具有防腐蚀性能优异、耐磨、粘 地因素和设备结构限制,不需现场硫化,施工时间相
接强度高、化学性质稳定等特点,施工简单,维修方 对较短,紧急情况下完工后 24 h 即可投用。底层自硫
便。但是涂层衬里在运行过程中,如果出现防腐层破 化胶板因为有了面层预硫化胶板的保护,可以在投用
损、脱落等缺陷,高固态涂层坚硬的碎片卡塞在管壳 后的运行期间在常温下经过 3~6 个月左右时间完成自
式换热器的管口或管内时均可能损坏钛管。国内部分 然硫化过程,产生足够的强度和硬度。面层预硫化胶
核电厂凝汽器钛管已多次出现上游设备的高固态涂层 板具有良好的耐冲刷磨损性能,配合粘结性能优良的
脱落后卡塞在传热管管口而导致降功率检修事件发生。 胶黏剂衬贴在自硫化胶板表面时,既保证了胶板之间
因此,高固态涂层的使用必须要慎重。 的粘接强度,又能很好的保护底层自硫化胶板,还避
1.3 防腐涂层 + 阴极保护联合保护 免了部分结构特殊处粘贴不牢的问题。这套方案避免
防腐涂层 + 阴极保护的联合保护技术,包括防腐 了在电厂现场准备常规硫化装备的问题,更重要的避
涂层 + 牺牲阳极、防腐涂层 + 外加电流阴极保护等联 免了高温加热给设备本体带来的伤害。
合保护措施。防腐涂层面临意外脱落、损伤等问题 ;
牺牲阳极制造质量存在随机性,阳极脱落、成分不均 2 热交换器水室复合橡胶衬里施工工艺
匀导致的腐蚀产物不均匀脱落等问题,往往造成重大 应用与检测
的异物风险,影响设备运行。外加电流阴极保护系统 2.1 复合橡胶衬里施工工艺
需要外部电源、辅助阳极、参比电极、各类电缆,需 在秦山第三核电厂设备冷却水热交换器海水侧水
要在设备上开孔留出电缆通道,给设备的密封性带来 室内壁防腐的具体实施中,复合橡胶衬里工艺选用自
挑战 ;还需要定期巡检、调整,避免过保护或欠保护 硫化溴化丁基胶板与预硫化溴化丁基胶板的搭配,主
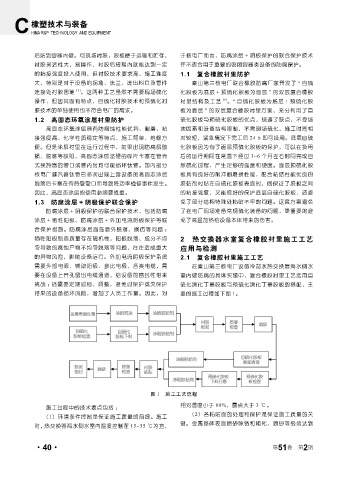
带来的设备损坏风险,增加了人员工作量。因此,对 要的施工过程如下图 1。
图 1 施工工艺流程
相对湿度小于 80%,露点大于 3 ℃。
施工过程中的技术要点包括 :
(2)各粘贴面的处理和保护是保证施工质量的关
(1)环境条件控制是保证施工质量的前提。施工
键。金属基体表面喷砂除锈和粗化,喷砂等级须达到
时,热交换器海水侧水室内温度控制在 15~35 ℃为宜,
2
·40· 第 51 卷 第 期