
Page 79 - 《橡塑技术与装备》2025年4期
P. 79
工艺与设备
PROCESS AND EQUIPMENTS
基于 MAZAK E670H 车铣复合加工
转子工艺方法
陈健
( 中化集团益阳橡胶塑料机械集团有限公司,湖南 益阳 413000)
摘要 : 在以往,密炼机转子工序分散,车、铣、钻、划线等多工序多完成 ;加工高洛铸铁高硬材料、深孔加工,效率较低,
使转子的生产效率受到设备、刀具、加工方式等制约。本文是以剪切型密炼机 GN400-4 棱转子为例,介绍了如何利用马扎克
E670H-4000U 或者 6000U 车铣复合设备的加工过程,设计车铣复合工艺,工艺设计系统的阐述了转子的零件结构、机床结构、
装夹方案、刀具方案、零件的材料特性和刀具材料、加工参数以及各个工序的工步设计。将过去的多工序变为现在的集车、铣、
钻的集成加工方式,使用陶瓷、立方氮化硼、可转位枪钻等刀具,经验证,可以有效提升转子生产效率。
关键词 : 转子 ;车铣复合 ;陶瓷 ;高洛铸铁 ;深孔
中图分类号 : TQ330.41 文章编号 : 1009-797X(2025)04-0033-06
文献标识码 : B DOI:10.13520/j.cnki.rpte.2025.04.008
0 序言 得在转子加工,生产效率和质量都大幅度提高。
转子作为密炼机设备最为核心的零件,由转子体、
转子轴组成,零件单独加工好后,还要热装穿轴,在 1 零件结构
以往的生产过程中,工艺分散,工艺链较长,造成加 1.1 转子体
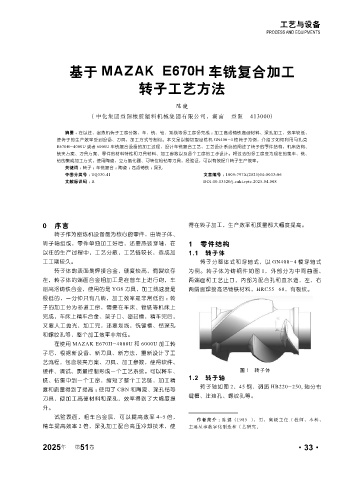
工工期较久。 转子分整体式和穿轴式,以 GN400-4 棱穿轴式
转子体的表面是焊接合金,硬度较高,有裂纹存 为例。转子体为铸钢件如图 1,外部分为中间曲面、
在,转子体的端面合金粗加工是在普车上进行的,车 两端面和工艺止口,内部为配合孔和直水道,左、右
削高洛铸铁合金,使用的是 YG8 刀具,加工线速度是 两端面焊接高洛铸铁材料,HRC55-60,有裂纹。
很低的,一分钟只有几转,加工效率是非常低的 ;转
子的加工分为多道工序,需要在车床、镗铣等机床上
完成,车床上精车合金、架子口、密封槽,精车完后,
又要人工抛光,加工完,还要划线,铣键槽、钻深孔
和螺纹孔等,整个加工效率非常低。
在使用 MAZAK E670H-4000U 和 6000U 加工转
子后,根据新设备、新刀具、新方法,重新设计了工
艺流程,包含装夹方案、刀具、加工参数,使得软件、
硬件、调试、质量控制形成一个工艺系统。可以将车、 图 1 转子体
1.2 转子轴
铣、钻集中到一个工序,缩短了整个工艺链,加工精
转子轴如图 2,45 钢,调质 HB220-250, 轴分布
度和质量得到了提高 ;使用了 CBN 和陶瓷、深孔钻等
键槽、注油孔、螺纹孔等。
刀具,使加工高硬材料和深孔,效率得到了大幅度提
升。
试验表面,粗车合金层,可以提高效率 4~5 倍,
作者简介 :陈健(1985-),男,高级主任工程师,本科,
精车提高效率 2 倍,深孔加工配合高压冷却技术,使 主要从事数字化制造和工艺研究。
2025 第 51 卷 ·33·
年