
Page 85 - 《橡塑技术与装备》2025年2期
P. 85
工艺与设备
PROCESS AND EQUIPMENTS
#
#
线测温点如图所示。其中,1~7 与 8~14 呈 180°对 150 ℃。2 号轮胎的升温过程类似,但在相同的硫化
称。 时间内,其最终稳定温度略高,达到 155 ℃。这表明
电加热氮气硫化工艺能够实现快速且可控的升温过程。
(2)胎里侧部测温曲线
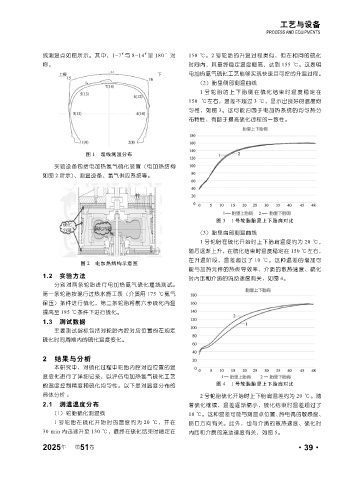
1 号轮胎的上下胎侧在硫化结束时温度稳定在
150 ℃左右,温差不超过 3 ℃,显示出良好的温度均
匀性,如图 3。这可能归因于电加热系统的均匀热分
布特性,有助于提高硫化过程的一致性。
图 1 埋线测温分布
实验设备包括电加热氮气硫化装置(电加热结构
如图 2 所示)、测温设备、氮气供应系统等。
图 3 1 号轮胎胎里上下胎肩对比
(3)胎里肩部测温曲线
1 号轮胎在硫化开始时上下胎肩温度约为 20 ℃,
随后逐渐上升,在硫化结束时温度稳定在 150 ℃左右,
在升温阶段,温差超过了 10 ℃。这种温差的增加可
图 2 电加热结构示意图
能与加热元件的热传导效率、介质的散热速度、硫化
1.2 实验方法 时内压和介质的流动速度有关,如图 4。
分别对两条轮胎进行电加热氮气硫化埋线测试。
第一条轮胎按现行过热水施工表(介质用 175 ℃氮气
保压)条件进行硫化,第二条轮胎将前六步硫化内温
提高至 185 ℃条件下进行硫化。
1.3 测试数据
主要测试指标包括对轮胎内腔对应位置的在规定
硫化时间周期内的硫化温度变化。
2 结果与分析
本研究中,对硫化过程中轮胎内腔对应位置的温
度变化进行了详细记录,以评估电加热氮气硫化工艺
的温度控制精度和硫化均匀性。以下是对温度分布的 图 4 1 号轮胎胎里上下胎肩对比
具体分析 : 2 号轮胎硫化开始时上下胎肩温差约为 20 ℃。随
2.1 测温温度分布 着硫化继续,温差逐渐缩小,硫化结束时温差超过了
(1)轮胎硫化测温线 10 ℃。这种温差可能与测温点位置、热电偶的敏感度、
1 号轮胎在硫化开始时的温度约为 20 ℃,并在 喷口方向有关。此外,也与介质的散热速度、硫化时
30 min 内迅速升至 130 ℃,最终在硫化结束时稳定在 内压和介质的流动速度有关,如图 5。
年
2025 第 51 卷 ·39·