
Page 68 - 《橡塑技术与装备》2025年1月
P. 68
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
带入问题。 杂物的第三轮检测与剥离。通过实施三级金属杂物检
2.2 设备掉落杂物 测体系,金属杂物发生率显著降低。
2.2.1 问题分析
为 切实 找 出 杂物 带 入源, 管 控 人员 对 出 现的 杂
物类不良品逐条挖杂物分析 [2] ,研判杂物带入途径,
推进杂物的源头管理,根据追溯结果发现设备配件
掉落杂物、原材料带入杂物居于前两位,分别占比
49.72%、19.78%(见表 2),设备配件杂物掉落问题
的管控已刻不容缓。
2.2.2 改善措施
(1)推进设备杂物风险评估,建立杂物类型台账
结合挖出的杂物类型进行分类、分析,研判杂物
图 4 金属杂物检测及拦截打标装置示意图
掉落点,建立杂物类型与风险点对应台账,实现杂物
类型与设备杂物掉落风险点的精准匹配,提升异常的
排查及对策效率。
(2)实施设备分级管控与例查制度
结合杂物不良品发生频率对关联设备进行追踪,
并展开大数据分析,推进设备分级管控 [4] (由高到低
界定 A、B、C 三个管控等级),结合风险等级和发生
频率,制定杂物风险点设备周期性例查制度,推进杂
物的前置例查管理,实现杂物风险的预防性管控。
(3)推进 TPM 全员维保,提升设备维保综合保
障能力
为提升设备运行精度,减少设备配件杂物的掉落,
开展维修人员设备维保绩效管理制度,通过维修人员 图 5 拾取岗位金属杂物检测
定向包保相应机台,以月度为节点,根据设备故障率、
杂物类不良品发生率对包保的维修人员绩效考核,优
奖劣罚,通过经济杠杆撬动设备维保能力的提升与杂
物类不良品的减少。同时,推进 TPM 全员设备维保,
以班组为单位,推进设备的给油、润滑、紧螺丝等日
常维保工作。通过推行维保质量绩效管理与 TPM 活动,
从而实现设备配件杂物掉落的有效降低。
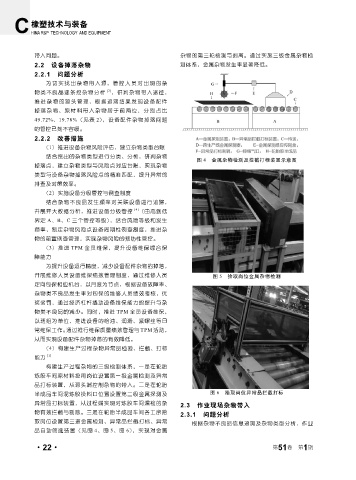
(4)构建生产过程杂物异常品检验、拦截、打标
能力 [1]
构建生产过程杂物的三级检测体系,一是在轮胎
炼胶车间原材料投用岗位设置第一级金属检测及异常
品打标装置,从源头端控制杂物的带入。二是在轮胎
半成品车间混炼胶投料口位置设置第二级金属探测及 图 6 拾取岗位异常品拦截打标
异常品打标装置,从过程端实现对炼胶车间漏检的杂
2.3 作业现场杂物带入
物有效拦截与剔除。三是在轮胎半成品车间各工序拾
2.3.1 问题分析
取岗位设置第三道金属检测、异常品拦截打标、异常 根据杂物不良品信息追溯及杂物类型分析,作业
品自动筛选装置(见图 4、图 5、图 6),实现对金属
1
·22· 第 51 卷 第 期