
Page 64 - 《橡塑技术与装备》2024年4期
P. 64
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
此外,如果在没有加入相容剂的情况下,EPDM
粒子形状大致为光滑的小球形状,加入相容剂后,
EPDM 粒子表面变得崎岖不平,是因为 CPE 具有较
大极性,让分散相尺寸变小,比表面积变大,增加了
EPDM 和 PA6 之间的接触面积 [5] 。图中可以看出白色
的橡胶相中橡胶粒子形状不一,不再呈现规则的球形,
说明 CPE 的存在增加了两者间的相容性。
2.2 加工流变性能
表 2 EPDM/PA6 共混物的扭矩数据
实验编号 平衡扭矩 /(N·m) 最大扭矩 /(N·m)
A-1 20.6 22.9
A-2 18.7 22.3
A-3 18.4 21.3
A-4 25.8 23.6
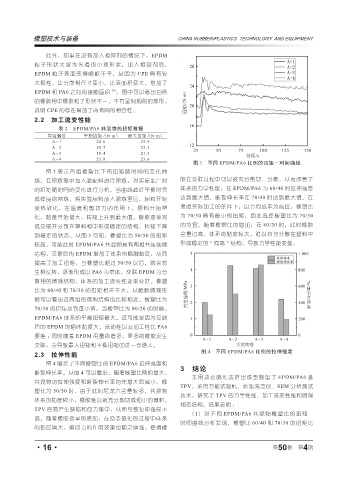
图 3 不同 EPDM/PA6 比例的扭矩 - 时间曲线
图 3 表示各组橡塑比下的扭矩随时间的变化曲
线。在密炼室中加入混配料进行密炼,对实际生产时 胶在交联过程中可以被充分剪切、分散,从而改善了
的扭矩随时间的变化进行分析,当曲线趋近平衡时完 体系的力学性能。在 EPDM/PA6 为 60/40 时拉伸强度
成样品的密炼。将实验原料放入混炼室后,原料开始 达到最大值。断裂伸长率在 70/40 时达到最大值。在
受热软化,在温度和剪切力的作用下,原料开始塑 考虑实际加工的条件下,以节约成本为前提,橡塑比
为 70/30 具有最小的扭矩,因此选择橡塑比为 70/30
化,黏度开始增大,转矩上升到最大值。橡胶逐渐完
成交联并分散在塑料相中形成稳定的结构,转矩下降 的为宜。随着橡塑比的增加,在 80/20 时,此时橡胶
到稳定的状态。从图 3 可知,橡塑比为 50/50 的扭矩 含量过高,体系的黏度较大,难以均匀分散在塑料中
较高,可能此时 EPDM/PA6 共混物具有两相共连续微 形成稳定的 “ 海岛 ” 结构,导致力学性能变差。
结构,交联后的 EPDM 增加了体系的熔融黏度,从而
提高了加工扭矩。当橡塑比超过 50/50 以后,就会发
生相反转,逐渐形成以 PA6 为基体,交联 EPDM 为分
散相的微观结构,体系的加工流变性逐渐变好。橡塑
比为 60/40 和 70/30 的扭矩相差不大。从脆断微观形
貌可以看出这两组的微观结构也比较相近。橡塑比为
70/30 的扭矩达到最小值。当橡塑比为 80/20 的时候,
EPDM/PA6 体系的平衡扭矩最大。这可能是因为交联
后的 EPDM 的熔体黏度大,流动性以及加工性比 PA6
要差 ;同时随着 EPDM 用量的增多,更多的橡胶发生
交联,会导致最大扭矩和平衡扭矩的进一步增大。
图 4 不同 EPDM/PA6 比例的拉伸强度
2.3 拉伸性能
图 4 展示了不同橡塑比的 EPDM/PA6 拉伸强度和
3 结论
断裂伸长率。从图 4 可以看出,随着橡塑比例的增大,
采用动态硫化法挤出成型制备了 EPDM/PA6 基
共混物的拉伸强度和断裂伸长率均先增大后减小。橡
TPV,采用万能试验机、转矩流变仪、SEM 分析测试
塑比为 50/50 时,由于此时尼龙六含量较多,共混物
技术,研究了 TPV 的力学性能、加工流变性能和微观
体系的黏度较小,橡胶难以被充分剪切成细小的微粒,
相态结构。结果表明 :
TPV 容易产生缺陷和应力集中,从而导致拉伸强度不
(1)对不同 EPDM/PA6 共混物橡塑比的扭矩 -
高。随着橡胶含量的增加,在动态硫化的过程中体系
时间曲线分析发现,橡塑比 60/40 和 70/30 的扭矩比
的黏度增大,剪切力的作用效果也随之增强,使得橡
4
·16· 第 50 卷 第 期