
Page 63 - 《橡塑技术与装备》2024年4期
P. 63
理论与研究 邓权桉 等·橡塑比对 EPDM/PA6 热塑性动态硫化橡胶的性能影响研究
1.2 实验设备及仪器 1.4 分析与测试
电热鼓风干燥箱,BPG-9070A,上海一恒 (1)拉伸性能测试
科学仪器有限公司 ;双螺杆挤出造粒机,TSE- 按照 GB/T 1040.3—2006 进行测试,拉伸速率为
30A/500-11-40,南京瑞亚弗斯特高聚物装备有限公 50 mm/min,拉伸部分宽度为 6 mm,原始标距为 25
司 ;可移动式平行双螺杆挤出平台,SJSP-20×25, mm,厚度为 2 mm,从每组中选取 3 根样条进行测试,
哈尔滨哈普电气技术有限责任公司 ;高混机,SHR- 取平均值。
10,江苏白熊有限公司 ;转矩流变仪,RM-200C,哈 (2)扫描电子显微镜 (SEM) 测试
尔滨哈普电气技术有限责任公司 ;电子万能拉伸试验 将哑铃型的 TPV 试样置于液氮中,低温冷冻 10
机,CMT-2503,珠海市三思泰捷电气设备有限公司; min 后进行脆断,然后在断面处进行喷金,将喷金的
扫描电子显微镜(SEM),JCM-7000,日本电子株式 样品放入仪器中,观察其形貌。
会社。 (3)加工流变性测试
1.3 实样制备 采用转矩流变仪的混炼平台进行测试,每个配方
将 PA6 置于鼓风干燥箱中,温度设为 80 ℃,干 称取 60 g,加入到混炼室内。混炼温度设置在 230 ℃,
燥时间 8 h,充分除去水分 ;环烷油和 EPDM 在低 转速为 50 r/min,混炼时间为 5 min。混炼完成后得
速混合机中低速搅拌 12 h 后取出备用。将烘干后的 到转矩 - 时间曲线。
PA6、充油后的 EPDM 以及硫化体系按照实验配方在
高混机中共混 2 min,随后再加入到平行双螺杆挤出 2 结果与讨论
机中挤出、造粒。双螺杆挤出机螺筒各段温度为 : 230 2.1 脆断微观形貌
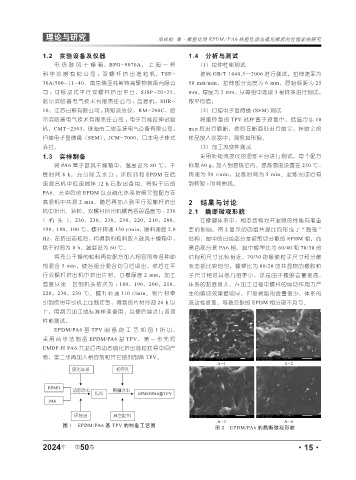
(机头),230,230,230,230,220,210,200, 在橡塑体系中,相态结构对共混物的性能有着重
190,180,100 ℃,螺杆转速 130 r/min,喂料速度 2.0 要的影响。图 2 显示的四组共混比均形成了 “ 海岛 ”
Hz,在挤出造粒后,将得到的粒料放入鼓风干燥箱中, 结构,图中的白色部分是被剪切分散的 EPDM 相,而
烘干时间为 8 h,温度设为 60 ℃。 黑色部分是 PA6 相。其中橡塑比为 60/40 和 70/30 的
将充分干燥的粒料再按配方加入相容剂等各种助 结构和尺寸比较相近。70/30 的橡胶粒子尺寸和分散
剂混合 3 min,使各组分混合均匀后取出。然后在平 状态都比较均匀,橡塑比为 80/20 的共混物的橡胶粒
行双螺杆挤出机中挤出片材,口模厚度 2 mm,加工 子尺寸相对其他几组更小,这是由于橡胶含量很高,
温度从第一区到机头依次为 : 180,190,200,210, 体系的黏度很大,在加工过程中螺杆的剪切作用力产
220,230,230 ℃。螺杆转速 110 r/min。将片材牵 生的剪切效果最明显。但是树脂的含量很少,体系的
引到皮带牵引机上压制定型,得到的片材冷却 24 h 以 流动性很差,导致交联的 EPDM 相分散不均匀。
上,用裁刀加工成标准样条备用,以便后续进行各项
性能测试。
EPDM/PA6 基 TPV 制备的工艺如图 1 所 以。
采用两步法制备 EPDM/PA6 基 TPV,第一步先将
EMDP 和 PA6 共混后再动态硫化挤出造粒获得中间产
物,第二步再加入相容剂和其它助剂制备 TPV。
图 1 EPDM/PA6 基 TPV 的制备工艺图
图 2 EPDM/PA6 的脆断微观形貌
2024 第 50 卷 ·15·
年