
Page 46 - 《橡塑智造与节能环保》2026年2期
P. 46
综述与专论
表 1 自制镗刀体优化记录表
优化次数 存在问题 优化位置 优化结果
刀体侧刀面与刀刃不垂直,装夹后,刀刃与零件接触面积小,起 刀体侧刀面与刀刃垂直,方便对刀,刀刃与零件接
第一次 刀体主偏角
不到光刀作用。 触面积增大。
第二次 刀刃高于零件中心高,加工时振刀,影响零件表面粗糙度。 刀体厚度 刀刃高与零件中心高一致消除振刀。
第三次 刀体后角小,加工时,刀片后刀面先接触零件。 刀体后角 增大安装后的后角,刀体安装刀片底面倾斜3°
第四次 正刀加工有轻微崩刀现象。 刀片安装位置 反向崩刀现象消除
了机筒双孔加工的效率和质量。这不仅降低了加工成 表2 镗刀切削参数试验
本,还提高了产品的质量和竞争力。 序号 转速/min 进给/转 切深/mm 切削时间/ 表面粗糙度
min
我们不断尝试和验证各种刀具切削参数,经过多 1 50 0.15 0.03 80 Ra3.2
轮精细调整和优化(见表2),终于实现了“以镗代磨” 2 3 70 0.2 0.03 60 Ra2.1
0.2
80
Ra1.6
0.03
56
这一加工方法的突破。现在,采用这种方法加工出来 4 100 0.25 0.03 53 Ra1.2
5 120 0.2 0.03 50 Ra0.9
的机筒,其双孔的直线度、圆度、平行度以及平面垂 6 160 0.2 0.03 47 Ra0.8
7 200 0.18 0.03 45 Ra0.5
直度都能够精确控制在0.02 mm以内,双孔表面的粗糙
8 240 0.2 0.03 30 Ra0.6
度更是达到了Ra0.8 μm以下的优质水平,完全符合图
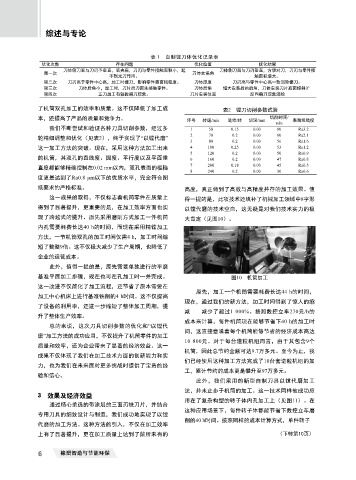
纸要求的严格标准。 高度,真正做到了高效与高精度并存的加工效果。值
这一成果的取得,不仅标志着机筒零件在质量上 得一提的是,此项技术还填补了机械加工领域中8字形
得到了显著提升,更重要的是,在加工效率方面也实 以镗代磨的技术空白,这无疑是对我们技术实力的极
现了跨越式的提升。原先采用磨削方式加工一件机筒 大肯定(见图10)。
内孔需要耗费长达40 h的时间,而现在采用精镗加工
方法,一节机筒双孔的加工时间仅需4 h,加工时间缩
短了整整9倍。这不仅极大减少了生产周期,也降低了
企业的运营成本。
此外,值得一提的是,原先需要单独进行的平磨
基准平面加工步骤,现在也可在孔加工时一并完成。 图10 机筒加工
这一改进不仅简化了加工流程,还节省了原本需要在
原先,加工一个机筒需要耗费长达44 h的时间,
加工中心机床上进行基准铣削的4 h时间。这不仅提高
现在,通过我们的新方法,加工时间得到了惊人的缩
了设备的利用率,还进一步缩短了整体加工周期,提
减——减少了超过1 000%。按照数控立车270元/h的
升了整体生产效率。
成本来计算,每件机筒现在能够节省下40 h的加工时
总的来说,这次刀具切削参数的优化和“以镗代
间,这直接意味着每个机筒能够节省的经济成本高达
磨”加工方法的成功应用,不仅提升了机筒零件的加工
10 800元。对于每台造粒机组而言,由于其包含9个
质量和效率,还为企业带来了显著的经济效益。这一
机筒,因此总节约金额可达9.7万多元。至今为止,我
成果不仅体现了我们在加工技术方面的创新能力和实
们已经使用这种加工方法完成了10台套造粒机组的加
力,也为我们在未来面对更多挑战时提供了宝贵的经
工,累计节约的成本更是攀升至97万多元。
验和信心。
此外,我们采用的新型自制刀具以镗代磨加工
法,并未止步于机筒的加工。这一技术同样被成功应
3 效果及经济效益
用在了复杂构型的转子体内孔加工上(见图11)。在
通过精心挑选的带涂层的三面刃铣刀片,并结合
这种应用场景下,每件转子体都能节省下数控立车磨
专用刀具的细致设计与制造,我们成功地实现了以镗
削的40 h时间。按照同样的成本计算方式,单件转子
代磨的加工方法。这种方法的引入,不仅在加工效率
上有了显著提升,更在加工质量上达到了前所未有的 (下转第10页)
6 橡塑智造与节能环保