
Page 44 - 《橡塑智造与节能环保》2026年2期
P. 44
综述与专论
产品的最终成套工期产生显著影响。
最后,为了保证机筒的平面与内孔的垂直度要
求,机筒平面需要在平面磨床上进行加工。然而,在
加工前需要在加工中心机床上按机筒双孔直线度和圆
度找正,并铣出平面磨床的磨削基准。这一过程中,
由于机筒双孔磨削后易形成“八”字形状,导致找正基
准存在误差,后续还需要使用三坐标测量仪进行多次
图2 机筒
标定和修正。整个加工过程繁琐且耗时,严重影响了
仍难以满足图纸要求。这一加工过程中,确实存在一 加工周期和产品质量。
系列显著的难点和挑战。 综上所述,机筒双孔磨削加工过程中存在的难点
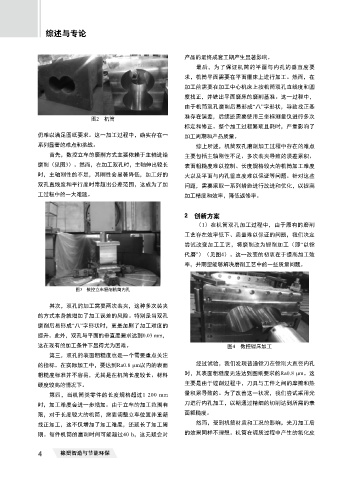
首先,数控立车的磨削方式主要依赖于主轴进给 主要包括主轴刚性不足、多次装夹导致的误差累积、
磨削(见图3)。然而,在加工双孔时,主轴伸出较长 表面粗糙度难以控制、长度规格较大的机筒加工难度
时,主轴刚性的不足,其刚性会显著降低,加工好的 大以及平面与内孔垂直度难以保证等问题。针对这些
双孔直线度和平行度时常超出公差范围,这成为了加 问题,需要采取一系列措施进行改进和优化,以提高
工过程中的一大难题。 加工精度和效率,降低返修率。
2 创新方案
(1)在机筒双孔加工过程中,由于原有的磨削
工艺存在效率低下、质量难以保证的问题,我们决定
尝试改变加工工艺,将磨削改为镗削加工(即“以镗
代磨”)(见图4)。这一改变的初衷在于提高加工效
率,并期望能够解决磨削工艺中的一些质量问题。
图3 数控立车磨削机筒内孔
其次,双孔的加工需要两次装夹,这种多次装夹
的方式本身就增加了加工误差的风险。特别是当双孔
磨削后易形成“八”字形状时,更是加剧了加工难度的
提升。此外,双孔与平面的垂直度要求达到0.03 mm,
这在现有的加工条件下显得尤为困难。 图4 数控镗床加工
第三,双孔的表面粗糙度也是一个需要重点关注
的指标。在实际加工中,要达到Ra0.8 μm以内的表面 经过试验,我们发现普通镗刀在镗削大直径内孔
粗糙度标准并不容易,尤其是在机筒长度较长、材料 时,其表面粗糙度无法达到图纸要求的Ra0.8 μm。这
硬度较高的情况下。 主要是由于镗削过程中,刀具与工件之间的摩擦和热
第四,当机筒类零件的长度规格超过1 200 mm 量积累导致的。为了改善这一状况,我们尝试采用光
时,加工难度会进一步增加。由于立车的加工范围有 刀进行内孔加工,以期通过精细的切削达到所需的表
限,对于长度较大的机筒,需要调整立车位置并重新 面粗糙度。
找正加工,这不仅增加了加工难度,还延长了加工周 然而,受到机筒材质和工况的影响,光刀加工后
期。每件机筒的磨削时间可能超过40 h,这无疑会对 的效果同样不理想。机筒在调质过程中产生的氧化皮
4 橡塑智造与节能环保