
Page 45 - 《橡塑智造与节能环保》2026年2期
P. 45
综述与专论
以及合金机筒加工过程中产生的冷作硬化现象,都增 尽管这种刀具在粗加工阶段表现出色,但仍旧无法满
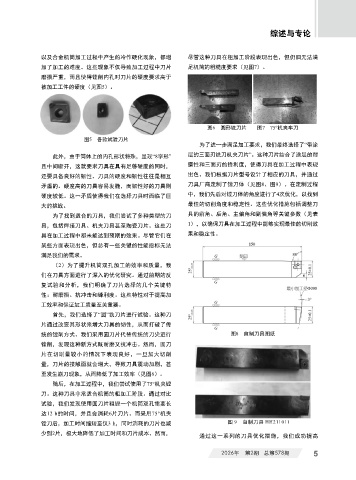
加了加工的难度。这些现象不仅导致加工过程中刀片 足机筒的粗糙度要求(见图7)。
磨损严重,而且使得镗削内孔时刀片的硬度要求高于
被加工工件的硬度(见图5)。
图6 圆形铣刀片 图7 75°机夹车刀
图5 各款试验刀片
为了进一步满足加工要求,我们最终选择了“带涂
此外,由于筒体上的内孔形状特殊,呈现“8字形” 层的三面刃铣刀机夹刀片”。这种刀片结合了涂层的耐
且中间断开,这就要求刀具在具有足够硬度的同时, 磨性和三面刃的锋利度,使得刀具在加工过程中表现
还要具备良好的韧性。刀具的硬度和韧性往往是相互 出色。我们根据刀片型号设计了相应的刀具,并通过
矛盾的。硬度高的刀具容易发脆,而韧性好的刀具则 刀具厂商定制了镗刀体(见图8、图9)。在定制过程
硬度较低。这一矛盾使得我们在选择刀具时面临了巨 中,我们先后对镗刀体的角度进行了4次优化,以找到
大的挑战。 最佳的切削角度和稳定性。这些优化措施包括调整刀
为了找到适合的刀具,我们尝试了多种类型的刀 具的前角、后角、主偏角和副偏角等关键参数(见表
具,包括焊接刀具、机夹刀具甚至陶瓷刀片。这些刀 1),以确保刀具在加工过程中能够实现最佳的切削效
具在加工过程中都未能达到预期的效果。尽管它们在 果和稳定性。
某些方面表现出色,但总有一些关键的性能指标无法
满足我们的需求。
(2)为了提升机筒双孔加工的效率和质量,我
们在刀具方面进行了深入的优化研究。通过前期的反
复试验和分析,我们明确了刀片选择的几个关键特
性:耐磨损、抗冲击和锋利度。这些特性对于提高加
工效率和保证加工质量至关重要。
首先,我们选择了“圆”铣刀片进行试验。这种刀
片通过改变其形状来增大刀具的韧性,从而打破了传
统的镗削方式。我们采用圆刀片代替传统的刀尖进行 图8 自制刀具图纸
镗削,发现这种新方式既耐磨又抗冲击。然而,圆刀
片在切削量较小的情况下表现良好,一旦加大切削
量,刀片的接触面就会增大,导致刀具震动加剧,甚
至发生崩刀现象,从而降低了加工效率(见图6)。
随后,在加工过程中,我们尝试使用了75°机夹镗
刀。这种刀具非常适合机筒的粗加工阶段。通过对比
试验,我们发现使用圆刀片粗镗一个机筒双孔需要长
达12 h的时间,并且会消耗6片刀片。而采用75°机夹
镗刀后,加工时间缩短至仅3 h,同时消耗的刀片也减 图 9 自制刀具 HH211011
少到2片,极大地降低了加工时间和刀片成本。然而, 通过这一系列的刀具优化措施,我们成功提高
2026年 第2期 总第578期 5