
Page 93 - 《橡塑技术与装备》2026年3期
P. 93
工艺与设备
PROCESS AND EQUIPMENTS
1.3 黏合胶片性能测试 型时未达到均匀的轴向分布及适宜的塑化程度,则会
胶片黏性检测使用接触式胶片自黏性测试机进行 堆积在二辊压片机辊筒中间位置呈团状翻滚挤压进入
测试。 辊缝。压延时表现出弹性较大、平面延展性较差、制
品外观出现不均匀的大波纹状等问题。即使有较均匀
2 原因分析与对策措施 的小波纹,胶片表面仍呈现凹凸不平特点。
2.1 胶片平整性 对策措施 :
胶片平整性不良直接影响胎胚成型过程中层贴部 (1)调整挤出机机头流道口型宽度,同时调整螺
件间的黏性,成型滚压时易出现部件间的脱层及错位, 杆转速,使进入二辊压片机辊缝前的胶料呈轴向均匀、
图 2 所示为胎体帘布胶片与肩垫胶在成型胎胚滚压压 压延方向平流且连续状。流道口型尺寸调整及胶料在
实过程中出现的 “ 脱空 ”,导致成品胎出现 “ 肩空 ” 病 辊筒轴向分布示意图 3。
相。 (2)调整挤出机螺杆速度,使胶料进入压片机辊
缝前接近水平或略呈下兜状,如图 4 所示。
(3)调整冷喂料挤出机各部温控设置,辅助增强
胶料塑化。
(4)增加冷喂料挤出机长短销钉配置,增加胶料
图 2 胎体帘布胶片不黏导致的成品胎 “ 肩空 ” 病相
在挤出前的塑化程度。同时,也可将胶料在剪切、捏
炼过程中产生的热量传递出来。调整前后胶片表面状
胶料喂料后在挤出机螺杆螺纹、机筒、销钉共同
态对比,如图 5 如示。
作用下发生混和、捏炼和塑化,若胶料出机头流道口
图 3 挤出机机头流道口型调整及胶料在辊筒轴向分布示意图
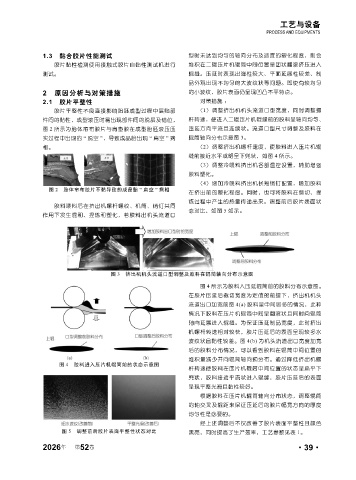
图 4 所示为胶料入压延辊筒前的胶料分布示意图。
在胶片压延后裁切宽度为定值的前提下,挤出机机头
流道出口加宽前图 4(a) 胶料呈中间居多的情况,此种
情况下胶料在压片机辊筒中间呈翻滚状且同时向辊筒
轴向延展进入辊缝。为保证压延制品宽度,此时挤出
机螺杆转速相对较快,胶片压延后的表面呈现较多水
波纹状且黏性较差。图 4(b) 为机头流道出口宽度加宽
后的胶料分布情况,可以看到胶料在辊筒中间位置的
堆积量减少并向辊筒轴向预分布。通过降低挤出机螺
图 4 胶料进入压片机辊筒前的状态示意图
杆转速使胶料在压片机辊筒中间位置的状态呈扁平下
兜状,胶料接近平流状进入辊缝,胶片压延后的表面
呈现平整光滑且黏性较好。
根据胶料在压片机辊筒轴向分布状态,调整辊筒
的轴交叉及辊距来保证压延后的胶片幅宽方向的厚度
均匀性是必要的。
经上述调整后不仅改善了胶片表面平整性且颜色
图 5 调整前后胶片表面平整性状态对比 黑亮,同时提高了生产效率,工艺参数见表 1。
2026 第 52 卷 ·39·
年