
Page 88 - 《橡塑技术与装备》2025年3期
P. 88
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
2 结果与讨论 混炼均匀,其分子量高、分布范围宽,加工性能差。
2.1 工作性能 因此,采用双螺杆剪切脱硫再生工艺协同棉籽油制备
不同工艺不同软化剂制备再生胶未硫化胶料在不 的再生胶流动性好,加工性能更优。这可能是由于相
同停放时间条件下门尼黏度如表 2 所示。 比高速搅拌脱硫工艺,双螺杆剪切脱硫工艺对胶料的
从表 2 可以看出,双螺杆剪切脱硫工艺制备的再 剪切、挤压、拉伸作用,更有利于胶粉中 S—S 键、S—
生胶门尼黏度低于高速搅拌脱硫工艺制备的胶料,棉 C 键的断裂,使得胶料中存在更多的自由基,从而导
籽油为软化剂时制备的胶料门尼黏度略低于蓖麻油为 致胶料的流动性提升 ;相比于蓖麻油,添加棉籽油的
软化剂时制备的胶料,双螺杆剪切脱硫工艺协同棉籽 胶料门尼黏度略低,这可能是由于棉籽油对胶粉的溶
油制备的胶料门尼黏度最低。门尼黏度反映橡胶加工 胀作用更好。
性能的好坏和分子量的高低,门尼黏度高,胶料不易
表 2 不同工艺不同软化剂不同停放时间对胶料门尼黏度影响(100 ℃)
试样 第 1 天 第 5 天 第 10 天 第 15 天 第 20 天 第 25 天 第 30 天
高速搅拌 / 蓖麻油 85 94 100 120 139 161 182
高速搅拌 / 棉籽油 83 91 97 116 138 157 179
双螺杆 / 蓖麻油 80 85 94 110 129 140 158
双螺杆 / 棉籽油 78 83 91 107 126 135 156
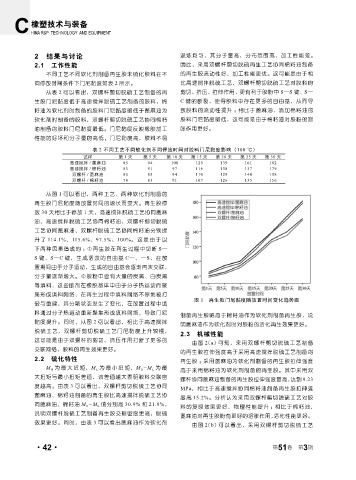
从图 1 可以看出,两种工艺、两种软化剂制备的
再生胶门尼黏度随放置时间的增长而变大。再生胶停
放 30 天相比于停放 1 天,高速搅拌脱硫工艺协同蓖麻
油、高速搅拌脱硫工艺协同棉籽油、双螺杆剪切脱硫
工艺协同蓖麻油、双螺杆脱硫工艺协同棉籽油分别提
升了 114.1%、115.6%、97.5%、100%。这是由于以
下两种因素造成的 :①再生胶在再生过程中切断 S—
S 键、S—C 键,生成活泼的自由基 C—、—S,在放
置期间由于分子运动,生成的自由基会逐渐再次交联,
分子量逐渐增大。②胶粉中含有大量的炭黑、白炭黑
等填料,这些助剂在橡胶基体中由于分子热运动而聚
集形成填料网络,在再生过程中填料网络不停地被打
图 1 再生胶门尼黏度随放置时间变化趋势图
破与重建,其分散状态发生了变化,在放置过程中填
料通过分子热运动重新聚集形成填料网络,导致门尼
制备再生胶略高于棉籽油作为软化剂制备再生胶,说
黏度提升。同时,从图 2 可以看出,相比于高速搅拌
明蓖麻油作为软化剂时对胶粉的活化再生效果更好。
脱硫工艺,双螺杆剪切脱硫工艺门尼黏度上升较慢,
2.3 机械性能
这可能是由于双螺杆的剪切、挤压作用打断了更多的
由图 2(a) 可知,采用双螺杆剪切脱硫工艺制备
交联网络,胶料的再生效果更好。
的再生胶拉伸强度高于采用高速搅拌脱硫工艺制备的
2.2 硫化特性 再生胶 ;采用蓖麻油为软化剂制备的再生胶拉伸强度
M H 为最大扭矩,M L 为最小扭矩,M H -M L 为最
高于采用棉籽油为软化剂制备的再生胶。其中采用双
大扭矩与最小扭矩差值,该差值越大表明胶料交联密 螺杆协同蓖麻油制备的再生胶拉伸强度最高,达到 9.23
度越高。由表 3 可以看出,双螺杆剪切脱硫工艺协同
MPa,相比于高速搅拌协同棉籽油制备再生胶拉伸强
蓖麻油、棉籽油制备的再生胶比高速搅拌脱硫工艺协
度高 15.2%。分析认为采用双螺杆剪切脱硫工艺对胶
同蓖麻油、棉籽油 M H -M L 值分别高 30.9% 和 21.9%,
料的复原效果更好,物理性能提升 ;相比于棉籽油,
说明双螺杆脱硫工艺制备再生胶交联密度更高,脱硫 蓖麻油对再生胶粉有更好的溶胀作用,活化性能更好。
效果更好。同时,由表 3 可以看出蓖麻油作为软化剂
由图 2(b) 可以看出,采用双螺杆剪切脱硫工艺
3
·42· 第 51 卷 第 期