
Page 115 - 《橡塑技术与装备》2025年3期
P. 115
工业自动化
INDUSTRIAL AUTOMATION
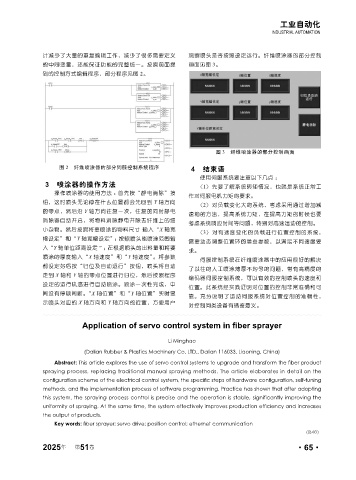
计减少了大量的重复编辑工作,减少了很多需要定义 观察喷头是否按照设定运行。纤维喷涂器的部分控制
的中间变量,还能保证功能的完整统一。按照前面提 画面见图 3。
到的控制方式编辑程序,部分程序见图 2。
图 3 纤维喷涂器的部分控制画面
图 2 纤维喷涂器的部分伺服控制系统程序 4 结束语
使用伺服系统要注意以下几点 :
3 喷涂器的操作方法 (1)先要了解系统转矩情况,也就是系统正常工
操作喷涂器的使用方法 :首先按“静电消除”按
作对伺服电机力矩的要求。
钮,这时喷头无论停在什么位置都会先回到 Y 轴方向
(2)对负载变化大的系统,考虑采用通过增加减
的零点,然后沿 Y 轴方向往复一次,往复的同时静电
速箱的方法,提高系统力矩,在提高力矩的时候也要
消除器自动开启,将物料消除静电并除去纤维上的细
考虑系统响应时间等问题,特别对高速运动的控制。
小杂物。然后按照将要喷涂的物料尺寸 输入“X 轴宽
(3)对有速度变化的负载进行位置控制的系统,
幅设定”和“Y 轴宽幅设定”;按照喷头能喷涂范围输
需要动态调整位置环的增益参数,以满足不同速度要
入 “Y 轴单位距离设定 ” ;在根据喷头的出料量和将要
求。
喷涂的厚度输入“X 轴速度”和“Y 轴速度”。将参数
伺服控制系统在纤维喷涂器中的应用很好的解决
都设定好后按“归位及自动运行”按钮,喷头将自动
了以往的人工喷涂薄厚不均匀的问题,带有高精度的
走到 X 轴和 Y 轴的零点位置进行归位,然后按照程序
编码器伺服控制系统,可以有效的控制喷头的速度和
设定的运行轨迹进行自动喷涂。喷涂一次性完成,中
位置。此系统经实践证明对位置的控制非常准确和可
间没有停顿间断。“X 轴位置”和“Y 轴位置”实时显
靠。充分说明了运动伺服系统对位置控制的准确性,
示喷头对应的 X 轴方向和 Y 轴方向的位置,方便用户
对控制同类设备有借鉴意义。
Application of servo control system in fiber sprayer
Li Minghao
(Dalian Rubber & Plastics Machinery Co. LTD., Dalian 116033, Liaoning, China)
Abstract: This article explores the use of servo control systems to upgrade and transform the fiber product
spraying process, replacing traditional manual spraying methods. The article elaborates in detail on the
configuration scheme of the electrical control system, the specific steps of hardware configuration, self-tuning
methods, and the implementation process of software programming. Practice has shown that after adopting
this system, the spraying process control is precise and the operation is stable, significantly improving the
uniformity of spraying. At the same time, the system effectively improves production efficiency and increases
the output of products.
Key words: fiber sprayer; servo drive; position control; ethernet communication
(R-03)
年
2025 第 51 卷 ·65·