
Page 78 - 《橡塑技术与装备》2026年4期
P. 78
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
使用 2~3 Pa 的清洁干燥压缩空气或氮气 [3] 。
焦点位置直接影响能量密度和切缝形状。对于塑
料切割,通常将焦点位置设置在工件表面以下 0.2~0.5
mm,以获得上下均匀的切缝。对于三维曲面上的浇口,
可通过自动调焦系统实时调整焦点位置,确保切割质
量一致性。另外,喷嘴高度的稳定性对保持切割质量
至关重要。
3.3 基于视觉的质量监控系统
为实现切割质量的实时监控,系统集成视觉检测
模块,通过工业相机采集切割区域图像,分析以下质
量指标 :
热影响区宽度 :通过颜色特征识别炭化区域 ;切
缝宽度 :测量切缝几何尺寸 ;表面质量 :基于纹理分
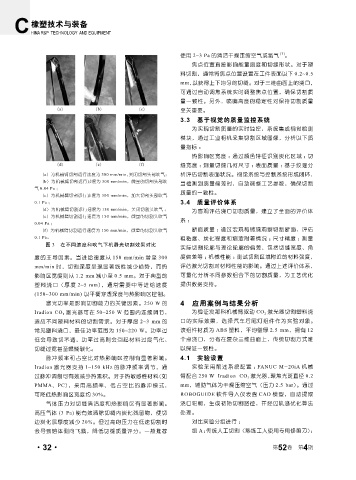
(a)为机械臂切割运行速度为 300 mm/min,关闭切割头部吹气; 析评估切割表面状况。视觉系统与控制系统形成闭环,
(b)为机械臂切割运行速度为 300 mm/min,微量的切割头部吹
当检测到质量偏差时,自动调整工艺参数,确保切割
气 0.04 Pa ;
质量的一致性。
(c)为机械臂切割运行速度为 300 mm/min,加大切割头部吹气
0.1 Pa ; 3.4 质量评价体系
(d)为机械臂切割运行速度为 150 mm/min,关闭切割头吹气 ; 为客观评估浇口切割质量,建立了全面的评价体
(e)为机械臂切割运行速度为 150 mm/min,微量的切割头吹气
系:
0.04 Pa ;
(f)为机械臂切割运行速度为 150 mm/min,微量的切割头吹气 断面质量 :通过宏观和微观观察切割断面,评估
0.1 Pa。 粗糙度、炭化程度和熔渣附着情况 ;尺寸精度 :测量
图 3 在不同速度和吹气下机器光切割效果对比
实际切割轮廓与理论轮廓的偏差,包括切缝宽度、角
度的主导因素。当进给速度从 150 mm/min 增至 300 度偏差等 ;机械性能 :测试切割区域附近的材料强度,
mm/min 时,切割深度呈现显著线性减少趋势,而热 评估激光切割对材料性能的影响。通过上述评价体系,
影响区宽度则从 1.2 mm 减小至 0.5 mm。对于典型的 可量化分析不同参数组合下的切割质量,为工艺优化
塑料浇口(厚度 2~5 mm),通常需要中等进给速度 提供数据支持。
(150~300 mm/min) 以平衡穿透深度与热影响区控制。
激光功率是影响切割能力的关键因素。250 W 的 4 应用案例与结果分析
Iradion CO 2 激光器可在 50~250 W 范围内连续调节, 为验证发那科机械臂驱动 CO 2 激光器切割塑料浇
适应不同塑料材料的切割需求。对于厚度 2~3 mm 的 口的实际效果,选择汽车后尾灯组件作为实验对象。
常见塑料浇口,最佳功率范围为 150~220 W。功率过 该组件材质为 ABS 塑料,平均壁厚 2.5 mm,拥有 12
低会导致切不透,功率过高则会引起材料过度气化、 个点浇口,分布在复杂三维曲面上,传统切割方式难
切缝过宽甚至燃烧碳化。 以保证一致性。
脉冲频率和占空比对热影响区控制有显著影响。 4.1 实验设置
Iradion 激光器支持 1~150 kHz 的脉冲频率调节,通 实验采用前述系统配置 : FANUC M-20iA 机械
过脉冲调制可有效减少热累积。对于热敏感性材料(如 臂配合 250 W Iradion CO 2 激光器,聚焦光斑直径 0.2
PMMA、PC), 采 用 高 频 率、 低 占 空 比 的 脉 冲 模 式, mm,辅助气体为干燥压缩空气(压力 2.5 bar)。通过
可降低热影响区宽度约 30%。 ROBOGUIDE 软件导入仪表盘 CAD 模型,自动提取
气体压力对切缝清洁度和热影响区有显著影响。 浇口轮廓,生成初始切割路径,并经过轨迹优化算法
高压气体 (3 Pa) 能有效清除切缝内炭化残留物,使切 处理。
边炭化层厚度减少 20%。但过高的压力在低速切割时 对比实验分组进行 :
会导致熔体侧向飞溅,降低切缝质量评分。一般推荐 组 A:传统人工切割(熟练工人使用专用修剪刀);
4
·32· 第 52 卷 第 期