
Page 77 - 《橡塑技术与装备》2026年4期
P. 77
智能与数字化应用
INTELLIGENT AND DIGITAL APPLICATIONS
切割头,能够在发生碰撞时迅速脱离并快速恢复,最 2 机械臂切割系统轨迹规划
大限度地减少设备停机时间。 塑料浇口的几何特征与产品外形紧密相关,通常
激光器系统 位于注塑件的分型面或隐蔽区域,其空间形态复杂、
1.2 CO 2
如表 1 所示,激光源采用 Iradion 250W CO 2 激光 尺寸微小且周围常有其他结构特征,这对机械臂的轨
器,其发出的 10.6 μm 波长激光能被塑料材料高效吸 迹规划提出了特殊挑战。合理的轨迹规划不仅影响切
收,实现快速熔化和气化。激光功率可根据切割要求 割效率,更直接关系到浇口质量和工件完整性。
进行连续调节,适应不同种类塑料的切割特性。激光 2.1 塑料浇口切割轨迹特点
器与机械臂采用一体式安装,结构紧凑,光路简洁稳 塑料注塑件的浇口通常分为直接浇口、侧浇口和
定。Iradion 激光器的光束质量因子 M² ≤ 1.2,接近 点浇口等多种类型,其共同特点是 :
理想高斯分布,能够聚焦到极小光斑,实现精细切割。 空间三维性 :浇口往往不在单一平面内,需要三
采用基模输出可比多模切割的切缝宽度减少 25%,热 维空间切割轨迹 ;几何复杂性 :浇口与产品主体连接
影响区宽度降低 40%。 处常有过渡圆角,需要精确跟踪 ;可达性挑战 :周围
表 1 CO 2 激光器系统运行参数 模具结构可能限制机械臂末端姿态 ;热影响控制 :需
功率水平 /W 200 和 250 要优化路径以最大限度减少热累积。
波长选项 /μm 10.6,10.2
脉冲选项 标准 2.2 塑料浇口切割轨迹规划
冷却选项 水冷
针对上述特点,机械臂轨迹规划需确保切割头与
扩束 / 准直 6 倍,5 倍,4 倍,2.5 倍
工件表面保持最佳姿态,维持聚焦镜距工件表面距离
1.3 控制系统 恒定,并保证激光光束始终垂直于切割面,以获得均
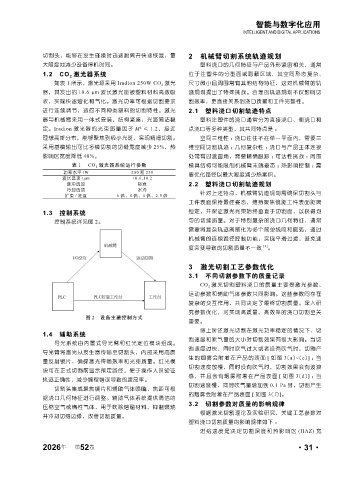
控制系统详见图 2。 匀的切缝质量。对于特别复杂的浇口几何特征,通常
需要将复杂轨迹离散化为多个简单线段和圆弧,通过
机械臂的连续路径控制功能,实现平滑过渡,避免速
度突变导致的切割质量不一致 [2] 。
3 激光切割工艺参数优化
3.1 不同切割参数下的质量记录
CO 2 激光切割塑料浇口的质量主要受激光参数、
运动参数和辅助气体参数共同影响。这些参数间存在
复杂的交互作用,共同决定了最终切割质量。深入研
究参数优化,对实现高质量、高效率的浇口切割至关
图 2 设备主要控制方式
重要。
综上所述激光切割在激光功率稳定的情况下,切
1.4 辅助系统
割速度和吹气量的大小对切割效果有很大影响。当切
导光系统由内置式导光臂和红光定位模块组成。
割速度过快,同时吹气过大或者没有吹气时,切割产
导光臂将激光从发生器传输至切割头,内部采用高质
生的烟雾会附着在产品的表面 [ 如图 3(a)~(c)] ;当
量反射镜片,确保激光传输效率和光束质量。红光模
切割速度放慢,同时没有吹气时,切割效果会有波浪
块可在正式切割前显示预定路径,便于操作人员验证
感,并且会有烟雾附着在产品表面 [ 如图 3(d)] ;当
轨迹正确性,减少编程错误导致的废品率。
切割速度慢,同时吹气量增加到 0.1 Pa 时,切割产生
切割头集成聚焦镜片和辅助气体喷嘴,焦距可根
的烟雾会附着在产品表面 [ 如图 3(f)]。
据浇口几何特征进行调整。辅助气体系统提供清洁的
3.2 切割参数对质量的影响规律
压缩空气或惰性气体,用于吹除熔融材料、抑制燃烧
根据激光切割理论及实验研究,关键工艺参数对
并冷却切缝边缘,改善切割质量。
塑料浇口切割质量的影响规律如下 :
进 给速 度是 决定 切割 深度 和热 影响 区 (HAZ) 宽
2026 第 52 卷 ·31·
年