
Page 92 - 《橡塑智造与节能环保》2026年2期
P. 92
橡塑科普知识
橡胶挤出机的检查和维护保养
张浩
( 通力轮胎有限公司,山东 济宁 272100)
橡胶挤出机不仅在轮胎制造过程中扮演着核心
角色,还对整个生产线的稳定性和连续性有着决定性
影响。通过系统的检查和维护,可以有效预防设备故
障,减少停机时间,从而确保生产计划的顺利进行。
此外,科学的维护策略还可以降低能耗,减少生产成
本,提高企业的竞争力。在全球经济危机背景下,橡
胶制品行业面临的压力不断增加,如何通过优化设备
管理来应对这些挑战,成为企业亟待解决的问题。
1 橡胶挤出机的基本结构与工作原理
橡胶挤出机主要由主机、辅机和控制系统三大部
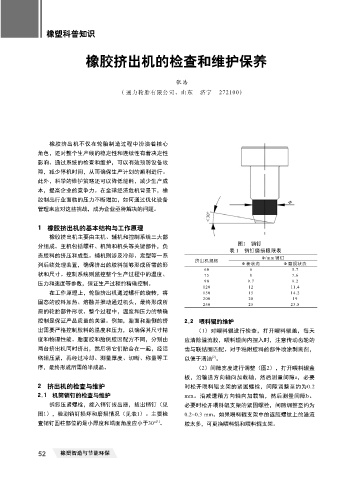
分组成。主机包括螺杆、机筒和机头等关键部件,负 图1 销钉
表 1 销钉磨损极限表
责胶料的挤压和成型。辅机则涉及冷却、定型等一系 Φ/mm 销钉
挤出机规格
列后续处理装置,确保挤出的胶料能够形成所需的形 Φ 新状态 Φ 磨损状态
60 6 5.7
状和尺寸。控制系统则监控整个生产过程中的温度、 75 8 7.6
压力和速度等参数,保证生产过程的精确控制。 90 9.7 9.2
120 12 11.4
在工作原理上,轮胎挤出机通过螺杆的旋转,将 150 15 14.2
200 20 19
固态的胶料加热、熔融并推动通过机头,最终形成所 250 25 23.8
需的轮胎部件形状。整个过程中,温度和压力的精确
控制是保证产品质量的关键。例如,胎面和胎侧的挤 2.2 喂料辊的维护
出需要严格控制胶料的温度和压力,以确保其尺寸精 (1)对喂料辊进行检查,打开喂料辊盖,每天
度和物理性能。胎面胶和胎侧胶因配方不同,分别由 应清除溢流胶,喂料辊向内摆入时,注意传动齿轮的
两台挤出机同时挤出,然后将它们贴合在一起,经活 齿与联结圈匹配。对于粘附胶料的部件喷涂剥离剂,
[2]
络辊压紧,再经过冷却、测量厚度、切断、称量等工 以便于清洁 。
序,最终形成所需的半成品。 (2)间隙宽度进行调整(图2),打开喂料辊盖
板,沿输送方向轴向加载轴,然后测量间隙a,必要
2 挤出机的检查与维护 时松开喂料辊支架的紧固螺栓,间隙调整至约为0.2
2.1 机筒销钉的检查与维护 mm。沿减速箱方向轴向加载轴,然后测量间隙b。
拆卸压紧螺栓,旋入销钉拔出器,拔出销钉(见 必要时松开喂料辊支架的紧固螺栓,间隙调整至约为
图1),检测销钉损坏和磨损情况(见表1)。主要检 0.2~0.3 mm。如果喂料辊支架中的返胶螺纹上的溢流
[1]
查销钉圆柱部位的最小厚度和端面角度应小于30° 。 胶太多,可更换喂料辊和喂料辊支架。
52 橡塑智造与节能环保