
Page 93 - 《橡塑智造与节能环保》2026年2期
P. 93
橡塑科普知识
侧或左侧。两个口型盒都配备了可控电子温控器,不
使用的口型盒由此可以保持操作温度,以便快速更换
挤出工具。
2.4 液压润滑装置的维护
液压系统作为一种动力传输和控制系统,具有
结构简单、控制方便、功率密度大等优点,广泛应用
于各类机械设备中。然而,液压系统的故障率相对较
高,其中润滑问题是一个重要因素。据统计,液压系
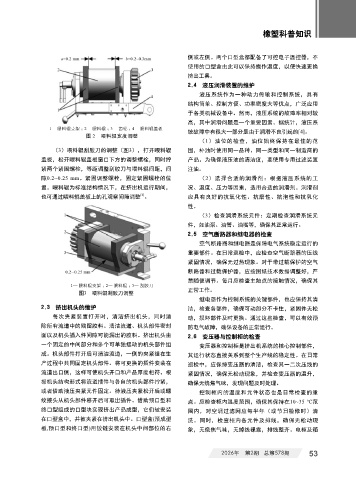
1— 喂料辊支架 ; 2— 喂料辊 ; 3— 齿轮 ; 4— 喂料辊盖板
统故障中有很大一部分是由于润滑不良引起的[4]。
图 2 喂料辊宽度调整
(1)油位的检查,油位始终保持在最佳的范
(3)喂料辊刮胶刀的调整(图3),打开喂料辊 围,补油时使用同一品种、同一类型和同一制造商的
盖板,松开喂料辊盖板窗口下方的调整螺栓,同时拧 产品。为确保液压油的清洁度,要使用专用过滤装置
紧两个紧固螺栓,等距调整刮胶刀与喂料辊间距,间 注油。
隙0.2~0.25 mm。紧固调整螺栓,固定紧固螺栓的位 (2)选择合适的润滑剂:根据液压系统的工
置。喂料辊为标准结构情况下,在挤出机运行期间, 况、温度、压力等因素,选用合适的润滑剂。润滑剂
[3]
也可通过喂料辊盖板上的孔观察间隙调整 。 应具有良好的抗氧化性、抗磨性、抗泡性和抗乳化
性。
(3)检查润滑系统元件:定期检查润滑系统元
件,如油泵、油管、油嘴等,确保其正常运行。
2.5 空气断路器和继电器的检查
空气断路器和继电器是保障电气系统稳定运行的
重要部件。在日常巡检中,应检查空气断路器的压线
紧固情况,确保无过热现象。对于带过载保护的空气
断路器和过载保护器,应按图纸技术数据调整好,严
禁随便调节。每月应检查主触点的接触情况,确保其
1— 喂料辊支架 ; 2— 喂料辊 ; 3— 刮胶刀
正常工作。
图3 喂料辊刮胶刀调整
继电器作为控制系统的关键部件,也应保持其清
2.3 挤出机头的维护 洁,检查各部件,确保可动部分不卡住,紧固件无松
每次夹紧装置打开时,清洁挤出机头,同时清 动,损坏部件及时更换。通过这些检查,可以有效预
除所有流道中的残留胶料。清洁流道、机头部件密封 防电气故障,确保设备的正常运行。
面以及机头插入件间隙可能漏出的胶料。挤出机头由 2.6 变压器与控制柜的检查
一个固定的中间部分和多个可单独摆动的机头部件组 变压器和控制柜是挤出机系统的核心控制部件,
成。机头部件打开后可清洁流道,一侧的夹紧锤在生 其运行状态直接关系到整个生产线的稳定性。在日常
产过程中共同固定机头部件。将可更换的插件安装在 巡检中,应保持变压器的清洁,检查其一二次压线的
流道出口侧,这样可使机头开口和产品厚度相符。根 紧固情况,确保无松动现象,并检查变压器的温升,
据机头结构形式将流道插件与各自的机头部件拧紧, 确保无烧焦气味,发现问题及时处理。
或者借助液压夹紧元件固定。待液压夹紧松开后或螺 控制柜内的温度和元件状态也是日常检查的重
纹接头从机头部件移开后可取出插件。借助预口型和 点。应检查柜内温度范围,确保其保持在10~35 ℃范
终口型组成的口型块实现挤出产品成型,它们被安装 围内,对空调过滤网应每半年(或节日检修时)清
在口型盒中,并被夹紧在挤出机头中。口型盒(预成型 洗。同时,检查柜内各元件及排线,确保无松动现
板,预口型和终口型)用铰链安装在机头中间部位的右 象,无烧焦气味,无掉线裸露,排线整齐。电柜及箱
2026年 第2期 总第578期 53