
Page 85 - 《橡塑技术与装备》2025年8期
P. 85
机械与模具
MACHINERY AND MOLD
间隙值,根据间隙标准,确定转子轴向调整偏移量,
如表 5。
(2)在张紧调整索母(逼母)过程中,当转子往
驱动端移动,则证明如图虚位 1 和虚位 2 已经分别与
轴承座端面和转子轴端面贴合。只要根据转子轴向偏
移量确定是否需要加垫片或者车削端面。
(3)在张紧调整索母(逼母)整个过程中,若转
子没有发生移动现象,则在虚位 2 中轴承衬套与转子
轴端面没有接触贴合。需在张紧调整索母(逼母)后,
分别测量转子轴颈长度 A、衬套长度 B、调整索母(逼
母)长度 D、转子端面与索(逼母)端面距离 C,虚
位 2=A-B-D-C。垫片厚度 = 转子偏移量 + 虚位 2。
5.3 GK 系密炼机转子窜动量调整方法
在炼胶过程中,转子对胶料的剪切、挤压的作用,
将产生大量的热量,将导致转子及耐磨板的受热膨胀。
调心轴承采用带锥度的内环孔直接安装的方式,为防
止轴承因转子长度变形而造成径向游隙减少,轴承不
能有效形成油膜而烧坏或咬伤,必须在进水端方向利
用推力轴承压盖调整转子窜动量,以弥补转子受热膨
图 5 GK 系机型间隙调整示意图
胀量。
表 5 GK 系机型转子与耐磨板标准间隙
转子进水端 转子驱动端 调整方法
GK400 1.5~2.0 2.5~3.5 车削衬套,转子往进水端移动 ;加垫片,转子往驱动端移动
GK270 1.~1.5 1.5.~2.5 同上
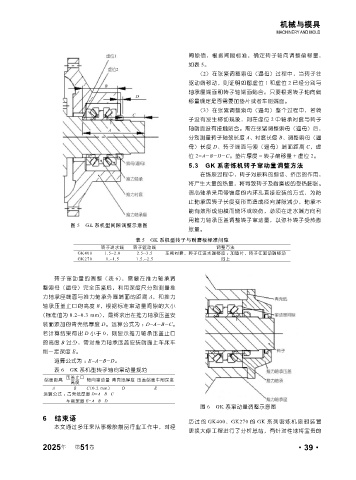
转子窜动量的调整(表 6),需要在推力轴承调
整索母(逼母)完全压紧后,利用深度尺分别测量推
力轴承座端面与推力轴承外圈端面的距离 A,和推力
轴承压盖止口的高度 B,根据标准窜动量间隙的大小
(标准值为 0.2~0.3 mm),最终求出在推力轴承压盖安
装面添加的青壳纸厚度 D。运算公式为 : D=A-B-C。
若计算结果得出 D 小于 0,则显示推力轴承压盖止口
的高度 B 过少,需对推力轴承压盖安装端面上车床车
削一定深度 E。
运算公式为 : E=A-B-D。
表 6 GK 系机型转子轴向窜动量规范
压盖止口
端面距离 轴向窜动量 青壳纸厚度 压盖端面车削深度
高度
A B C(0.2 mm) D E
运算公式 : 青壳纸厚度 D=A-B-C
车削深度 E=A-B-D
图 6 GK 系窜动量调整示意图
6 结束语
历过的 GK400、GK270 的 GK 系列密炼机密封装置
本文通过多年来从事橡胶制品行业工作中,对经
更换大修工程进行了分析总结,有针对性地将宝贵的
年
2025 第 51 卷 ·39·