
Page 84 - 《橡塑技术与装备》2025年8期
P. 84
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
表 2 动耐磨环安装间隙
检测项目 检测工具 检测方法 检测标准
端面间隙 塞尺 间隙检查 ≤ 0.15
3.3 动耐磨环内端面相对于轴中心线的垂直
度
动环内端面与静环紧密贴合,形成相对滑动的平
面摩擦副。动耐磨环端面与静耐磨环端面能否紧密贴
合将决定整机胶料密封的效果是否良好。由于静耐磨
环安装在耐磨板(常说的眼镜板)上,具备与转子轴
中心线垂直的条件,为保证动、静耐磨环端面贴合完
美效果,所以安装动耐磨环后,需检测动耐磨环内端
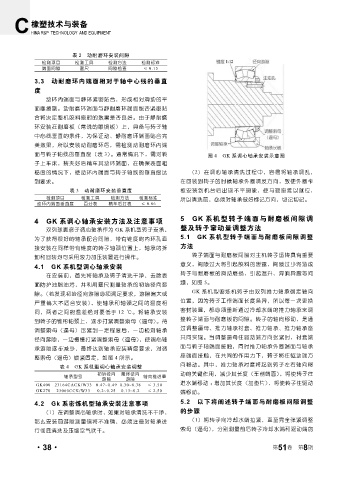
面与转子轴线的垂直度(表 3)。通常情况下,需对转 图 4 GK 系调心轴承安装示意图
子上车床,装夹好后精车其动环端面,在确保表面粗
糙度的情况下,使动环内端面与转子轴线的垂直度达 (2)在调心轴承清洗过程中,容易将轴承调乱,
到要求。 在回装到转子的时候轴承外圈调反方向,致使外圈卡
表 3 动耐磨环安装垂直度 板安装到机台后出现不平现象,使马鞍座难以就位,
检测项目 检测工具 检测方法 检测标准 所以清洗前,必须对轴承做好标记方向,切记切记。
动环内端面垂直度 百分表 精车后打表 ≤ 0.06
4 GK 系调心轴承安装方法及注意事项 5 GK 系机型转子端面与耐磨板间隙调
双列球面滚子调心轴承作为 GK 系机型转子支承, 整及转子窜动量调整方法
为了获得很好的轴承配合间隙,带有锥度的内环孔直 5.1 GK 系机型转子端面与耐磨板间隙调整
接安装在同样带有锥度的转子轴颈位置上,轴承的拆 方法
卸和回装均可采用液力加压装置进行操作。 转子端面与耐磨板间隙对主机转子运转具有重要
4.1 GK 系机型调心轴承安装 意义,间隙过大将引起胶料的泄露,间隙过少将造成
转子与耐磨板的滑动磨损,引起温升、异响异震等问
在安装前,首先将轴承及转子清洗干净,去除表
题,如图 5。
面防护油脂油圬,并利用塞尺测量轴承的初始径向游
隙。(若发现初始径向游隙必须满足要求,游隙偏大或 GK 系机型密炼机转子由双列推力轴承确定轴向
严重偏大不适合安装),使轴承和轴颈之间的温度相 位置,因为转子工作端面长度各异,所以每一次更换
密封装置,都必须重新通过冷却水端的推力轴承来调
同,两者之间的温差绝对要低于 12 ℃。将轴承安装
整转子端面与耐磨板的间隙。转子的轴向移动,是通
到转子的锥形轴颈上,逐步打紧调整索母(逼母)。待
调整索母(逼母)压紧到一定程度后,一边检测轴承 过调整逼母、推力轴承衬套、推力轴承、推力轴承座
共同实现。当调整逼母往驱动端方向张紧时,衬套端
径向游隙,一边慢慢打紧调整索母(逼母),使调心轴
面与转子轴端面接触,同时推力轴承外圈端面与轴承
承游隙逐步减少,最终达到轴承安装精度要求,对调
整索母(逼母)锁紧固定,如图 4 所示。 座端面接触,在共同的作用力下,转子将往驱动端方
向移动。其中,推力轴承衬套将起到转子左右轴向移
表 4 GK 系机型调心轴承安装调整
初始径向 最终径向 动的关键作用,减少其长度(车削端面),将使转子往
轴承型号 轴向推进量
游隙 游隙
GK400 23164CACK/W33 0.47~0.49 0.30~0.38 ≤ 3.50 进水端移动 ;增加其长度(加垫片),将使转子往驱动
GK270 23060CCK/W33 0.2~0.25 0.13~0.2 ≤ 2.50 端移动。
4.2 Gk 系密炼机型轴承安装注意事项 5.2 以下将阐述转子端面与耐磨板间隙调整
(1)在调整调心轴承时,如果对轴承清洗不干净, 的步骤
那么安装前游隙测量值将不准确,必须注意对轴承进 (1)将转子向冷却水端拉紧,直至完全张紧调整
行彻底清洗及压缩空气吹干。 索母(逼母),分别测量前后转子冷却水端和驱动端的
8
·38· 第 51 卷 第 期