
Page 83 - 《橡塑技术与装备》2025年8期
P. 83
机械与模具
MACHINERY AND MOLD
须将其它部件拆开 ; 3 GK 系机型主要典型零部件安装方法
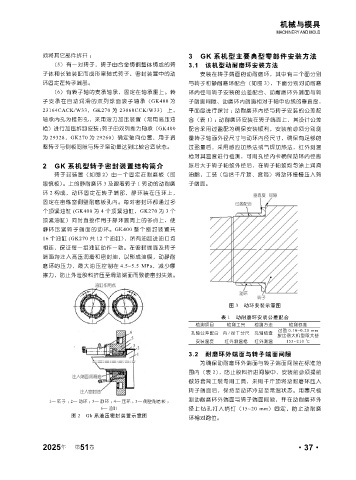
(5)有一对转子,转子由合金铸钢整体铸成的转 3.1 该机型动耐磨环安装方法
子体和长轴装配而成形窜轴式转子,密封装置中的动 安装在转子端面的动耐磨环,其中有三个面分别
环固定在转子端部。 与转子和静耐磨环配合(如图 3),下面分别对动耐磨
(6)有转子轴的支承轴承,固定在轴承座上。转 环内径与转子安装的公差配合、动耐磨环外端面与转
子支承在自动润滑的双列球面滚子轴承(GK400 为 子端面间隙、动磨环内端面相对于轴中心线的垂直度,
23164CACK/W33,GK270 为 23060CCK/W33) 上, 平面度进行探讨 :动耐磨环内径与转子安装的公差配
轴承内孔为锥形孔,采用液力加压装置(常用高压油 合(表 1):动耐磨环安装在转子端面上,其设计公差
枪)进行加压拆卸安装;转子由双列推力轴承(GK400 配合采用过盈配为确保安装顺利,安装前必须分别测
为 29328,GK270 为 29260)确定轴向位置,用于调 量转子轴面外径尺寸与动环内径尺寸,确保有足够的
整转子与侧板间隙与转子窜动量达到比较合适状态。 过盈量后,采用感应加热法或气焊加热法,红外测温
枪对其温度进行检测,可用孔径内卡确保动环内径膨
2 GK 系机型转子密封装置结构简介 胀后大于转子轴颈外径后,在转子轴颈均匀涂上润滑
转子封装置(如图 2)由一个固定在耐磨板(即 油脂,工装 (包括千斤顶、套筒)将动环慢慢压入转
眼镜板)。上的静耐磨环 3 及跟着转子 1 转动的动耐磨 子端面。
环 2 构成,动环固定在转子端部,静环装在压环上,
固定在密炼室侧壁耐磨板孔内。每对密封环都通过多
个顶紧油缸 (GK400 为 4 个顶紧油缸,GK270 为 3 个
顶紧油缸)同时直接作用于静环圆周上的多点上,使
静环压紧转子端面的动环。GK400 整个密封装置共
16 个油缸 (GK270 共 12 个油缸),所有油缸进油口均
相连,保证每一组油缸动作一致。在密封端面及转子
端面均注入高压润滑和密封油,以形成油膜,动静耐
磨环的压力,最大油压控制在 4.5~5.5 MPa,减少摩
擦力,防止外泄胶料挤压至滑动端面而致使密封失效。
图 3 动环安装示意图
表 1 动耐磨环安装公差配合
检测项目 检测工具 检测方法 检测标准
过盈 0.10~0.20 mm
孔轴公差配合 内 / 径千分尺 孔轴检查
按比例大机型取大些
安装温度 红外测温枪 红外测温 155~210 ℃
3.2 耐磨环外端面与转子端面间隙
为确保动耐磨环外端面与转子端面间隙在标准范
围内(表 2),防止胶料挤进间隙中,安装前必须提前
做好套筒工装专用工具,采用千斤顶将动耐磨环压入
转子端面后,保持至动环冷却至常温状态。用塞尺检
测动耐磨环外端面与转子端面间隙,并在动耐磨环外
1— 转子 ; 2— 动环 ; 3— 静环 ; 4— 压环 ; 5— 侧壁耐磨板 ;
6— 油缸 径上钻孔打入销钉(15~20 mm)固定,防止动耐磨
图 2 Gk 系液压密封装置示意图
环相对跑位。
2025 第 51 卷 ·37·
年