
Page 48 - 《橡塑技术与装备》2025年2期
P. 48
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
热贴改造项目的投资非常有必要性。 条,厚度 0.5~1.6 mm; 60~180 mm;单条,厚度 1.6~2.2
mm。胶片挤出压延贴合后表面光滑、无气泡,满足工
4 项目技改所需主要装备配置 艺要求。
完成此胶片贴合工序,所需要的重要配置见表 2。 6.2 主要装备性能描述
表 2 项目技改后胶片贴合装备主要配置表 6.2.1 销钉冷喂料挤出机
序号 名称 产地 数量 单位 螺杆直径、螺杆长度根据现场实际情况确定,螺
1 销钉冷喂料挤出机组 进口 1 套
2 压延机 进口 1 套 杆材料为 38crMoALA,螺杆表面硬度≥ HV900。
3 胶片贴合装置 进口 1 套 螺杆转速范围 2~60 r/min(低速可以到 1 r/min,
4 返胶运输带 进口 1 套
5 通道温控系统 进口 8 套 但不能长时间运行)。
6 贴合传送带 进口 2 套
7 自动纠偏 进口 1 套 机筒喂料段 :水冷却设计成双壁式。
8 气动控制系统 进口 1 套 6.2.1.1 喂料辊结构
9 电气控制系统 进口 1 套
材 料: 38crMoALA,辊面氮化处理,硬度
5 风险评估 HV900,硬深层≥ 0.5 mm。
喂料辊内部设有冷却水的通道,其端部装有旋转
本项目不涉及土建工程,无需要新增加设管网、
接头,通水内管材料为不锈钢,旋转接头可从外部拆
电路等外联辅助设施,且工艺成熟,装备安全、经济
除。喂料辊由减速机输出轴通过速比齿轮带动,速比
可靠,无技术、设施等方面的项目风险。
齿轮具有足够的强度及耐磨性能。喂料装置内部设有
刮胶刀,用于刮去喂料辊表面的胶料,并使其返回螺
6 三角胶热贴性能指标
杆处。刮胶刀安装在喂料座上,与喂料辊筒的间隙可
6.1 技术方案
以调整。喂料辊装在喂料装置的门上,喂料门可以旋
技术方案 :本改造充分利用现场的适当空间布置
转打开。喂料辊轴承采用油脂润滑,喂料辊上开有多
系统装备,在没有投用之前,不改变原有设施,也不
头螺纹返胶槽料,喂料装置的下部有漏胶口,以防止
影响原工艺生产。把原四工位冷贴装置后移一个工位,
橡胶进入喂料辊轴承。
在维持冷贴装置继续使用的前提下进行改造,在原有
6.2.1.2 喂料座结构
的位置上增加一个平台把一台挤出机和一台压延机放
喂料座材料为铸钢,其内安装有可更换的衬套。
在生产线的上方,采用鸭嘴机头给压延机供料,采用
喂料机筒的衬套材料为优质氮化钢 38CrMoAlA,内
压延挤出法生产出相应的胶片,胶片的厚度采用电动
表面氮化处理,氮化层深度平均≥ 0.5mm,硬度为
丝杠进行调节,位移传感器进行反馈,胶片的宽度,
HV1 000,内壁开有多头内螺纹返胶槽,以有效地喂
通过 4 把电动切刀进行调节,胶片的宽度通过编码器
入胶料。
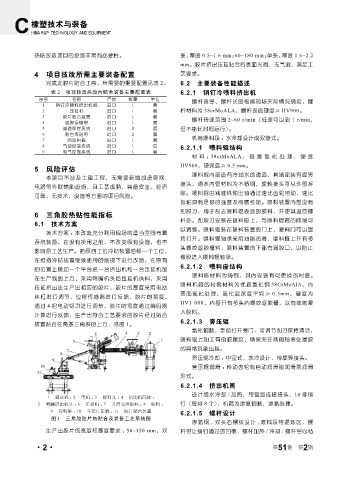
计算进行反馈,生产出符合工艺要求的胶片经过贴合
6.2.1.3 旁压辊
装置贴合在两条三角胶的上方,见图 1。
氮化钢制,手动打开旁门,可调节刮刀保持清洁,
喂料辊上加工有倒胶螺纹,确保无往两侧轴承处漏胶
的异常现象出现。
旁压辊冷却 :中空式,水冷设计,带旋转接头。
旁压辊润滑 :传动齿轮有自动润滑脂润滑泵润滑
形式。
6.2.1.4 挤出机筒
设计成水冷却 / 加热,带管路连接接头,10 排销
1— 减速机 ; 2— 电机 ; 3— 喂料斗 ; 4— 挤出机筒体 ;
5— 鸭嘴挤出机头 ; 6— 压延机 ; 7— 升降式供胶机 ; 8— 胶料 ; 钉(每排 8 个),机筒为渗氮钢制,渗氮处理。
9— 导料架 ; 10— 千层片压辊 ; 11— 胶片贴合装置 6.2.1.5 螺杆设计
图 1 三角胶胶片热贴合及装备工艺系统图
渗氮钢 , 双头右螺纹设计 , 喂料段带混炼区,螺
生产出胶片的宽度和厚度要求 : 50~150 mm,双 杆带让销钉通过的凹槽,螺杆加热 / 冷却 : 螺杆空心钻
2
·2· 第 51 卷 第 期