
Page 104 - 《橡塑技术与装备》2025年2期
P. 104
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
大的问题。但是依然不能解决聚乙烯和尼龙护套不黏
黏的问题。
图 2 尼龙护套和聚乙烯护套不黏黏
图 5 聚乙烯和尼龙分两次护套示意图
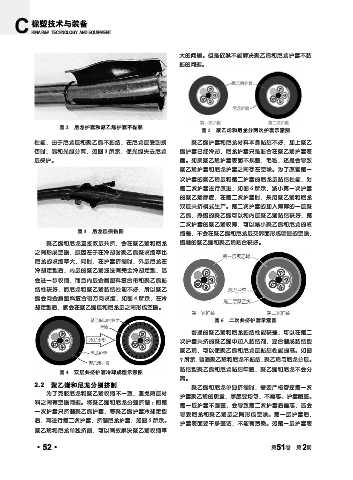
性能,由于尼龙层和聚乙烯不黏结,在尼龙层受到损 聚乙烯护套和尼龙材料本身黏结不好,加上聚乙
伤时,易和光缆分离,如图 3 所示,使光缆失去尼龙 烯护套已经冷却,尼龙护套只是贴合在聚乙烯护套表
层保护。 面。如果聚乙烯护套表面不规整,毛糙,还是会导致
聚乙烯护套和尼龙护套之间存在空隙。为了改善第一
次护套的聚乙烯层和第二护套的尼龙层黏结性能,对
第二次护套进行改进,如图 6 所示,减小第一次护套
的聚乙烯厚度,在第二次护套时,采用聚乙烯和尼龙
双层共挤模式生产。第二次护套的加入薄薄的一层聚
乙烯,热熔的聚乙烯可以和内层聚乙烯黏结较好,第
二次护套的聚乙烯较薄,可以减小聚乙烯和尼龙的收
图 3 尼龙层损伤图 缩差,不会在聚乙烯和尼龙层交界面形成明显的空隙,
聚乙烯和尼龙直接双层共挤,会在聚乙烯和尼龙 熔融的聚乙烯和聚乙烯贴合较好。
之间形成空隙,原因在于在冷却时聚乙烯聚收缩率比
尼龙的收缩率大,同时,在护套挤制时,外层尼龙在
冷却定型后,内层的聚乙烯还没有完全冷却定型,还
会进一步收缩,而且内层金属塑料复合带和聚乙烯黏
结性较好,而尼龙和聚乙烯黏结性能不好,所以聚乙
烯会向金属塑料复合带方向收缩,如图 4 所示,在冷
却定型后,就会在聚乙烯层和尼龙层之间形成空隙。
图 6 二次共挤护套示意图
普通的聚乙烯和尼龙黏结性能较差,可以在第二
次护套共挤的聚乙烯中加入黏结剂,混合制成黏结型
聚乙烯,可以使聚乙烯和尼龙层黏结性能提高。如图
7 所示,普通聚乙烯和尼龙不黏结,聚乙烯与尼龙分层。
黏结型聚乙烯和尼龙黏结牢固,聚乙烯和尼龙不会分
图 4 双层共挤护套冷却成型示意图
离。
2.2 聚乙烯和尼龙分别挤制
聚乙烯和尼龙单独挤制时,需要严格管控第一次
为了克服尼龙和聚乙烯收缩不一致,避免两层材
护套聚乙烯的质量,厚度要均匀,不偏芯、护套圆整。
料之间有空隙问题。将聚乙烯和尼龙分别挤制 :即第
第一层护套不圆整,会导致第二次护套后偏芯,还会
一次护套只挤制聚乙烯护套,等聚乙烯护套冷却定型
导致尼龙和聚乙烯层之间形成空隙。第一层护套后,
后,再进行第二次护套,挤制尼龙护套,如图 5 所示。
护套表面要干净整洁,不能有污染。如第一层护套表
聚乙烯和尼龙单独挤制,可以有效解决聚乙烯收缩率
2
·52· 第 51 卷 第 期