
Page 80 - 《橡塑智造与节能环保》2025年1期
P. 80
橡塑科普知识
改造实验,效果较为良好。 轮,调整输送系统上物料挡边的松紧。此方法现场操
作较为简单,但缺点是因厂家每辆料车的缠绕情况不
同,需要经常调整配重块来平衡拉力差,以该成型机
调试基本完成,进入量产阶段时的产量(3班生产,8
h 90条胎坯左右)为准,每天需要操作工更换该部分
料车三到四次,从实际角度出发并不现实,故本文仅
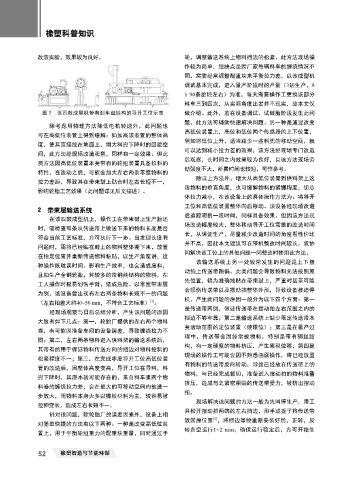
图 2 该四鼓成型机带有刹车盘结构的导开工位示意 做介绍。此外,若在设备调试、试做胎阶段发生此问
题,此方法可辅助快速解决问题。另一种是通过改变
除考虑用物理方法降低电机转速外,此问题也
高低位装置上,高位和低位两个传感器的上下位置,
可在高低位装置上得到缓解:如加高该装置的整体高
例如将低位上升,适当减少一些料兜的移动空间,就
度,使其直接放在地面上,增大料兜下降时的回旋空
可以达到减小拉力差的效果,该方法经现场专门改造
间,此方法经现场改造观察,同样有一定效果。但此
后观察,长时间之内效果较为良好,且该方法现场劳
类方法因高低位装置本身带有的轮组装置具备拉料的
动强度不大,所费时间也较短,可作参考。
特性,在改动之后,可能会加大左右两条零度物料的
除以上方法外,增大从高低位装置到供料架上这
拉力差距,导致其在带束鼓上贴合时左右长短不一,
段物料的垂直角度,也可缓解物料的紧绷程度,使总
影响轮胎工艺效果(此问题详见后文描述)。
体拉力减小,在该设备上的具体操作方法为:将导开
工位和高低位装置整体向后移动。该设备经现场改造
2 带束层输送系统
后追踪观察一段时间,同样具备效果。但因该方法现
在该四鼓成型机上,操作工在带束鼓上生产胎坯
场改造幅度较大,整体移动导开工位需要的改造时间
时,需检查每条从传送带上输送下来的物料长度是否
长,从保证生产,尽量减少改造时间的角度看性价比
符合当前工艺标准,方可执行下一步。当发现长度有
并不高,因此本文建议可在停机整改时间较长,或协
问题时,需将已经贴在鼓上的物料整体撕下来,放置
同解决该工位上的其他问题一同整改时使用此方法。
在指定位置并重新传送物料粘贴,以生产角度讲,这
该输送系统上另一处较常发生的问题是上下摆
种操作既耽误时间、影响生产效率,也会造成废料,
动拍上传送带跑偏。此类问题会导致物料无法按照原
且如生产全钢轮胎,其较多的带钢丝结构的物料,在
先位置,较为准确地贴在带束鼓上,严重时甚至可能
工人操作时极易划伤手臂,造成危险。以零度带束层
会损伤传送带以及摆动拍整体外形,导致设备被迫停
为例,该设备曾出现有左右两条物料长短不一的问题
[1]
(左右相差大约40~50 mm,不符合工艺标准) 。 机。产生此问题的原因一般分为以下四个方面:第一
是传送带两侧,保证传送带在摆动拍左右范围之内的
经现场观察与日后总结分析,产生该问题的原因
挡边不够牢靠;第二是输送系统上缺少限定传送带本
大致有如下几点:第一,轮胎厂提供的左右两个物料
身活动范围的定位装置(硬限位);第三是在量产过
卷,有可能因准备车间的设备误差,导致缠绕拉力不
程中,传送带会因经常被物料,特别是带有钢丝结
同;第二,左右两条物料进入供料架的输送系统后,
构,有一定硬度的物料挤压,产生累积位移;第四是
其带有的用于保证物料传送方向的挡边对物料控制的
现场的操作工可能会因不熟悉画面操作,将已经放置
松紧程度不一;第三,在完成零度导开工位高低位装
有物料的传送带反向转动,导致已经放在传送带上的
置的改造后,因整体高度变高,导开工位在导料,料
物料,与已经完成裁切,准备进入摆动拍的物料堆叠
兜下降时,其原本就可能存在的,来自料车里两个物
挤压,造成与之紧密相贴的传送带受力,被挤出摆动
料卷的缠绕拉力差,会在更大的可移动空间内被进一
拍。
步放大,而物料本身大多以橡胶材料为主,较容易被
现场解决该问题的方法一般为先叫停生产,用工
拉伸变长,造成左右长短不一。
具松开摆动拍两端的左右挡边,用手或扳子将传送带
针对该问题,除轮胎厂的误差因素外,设备上相
[2]
放回原位置 ,将挡边等物重新安装好后,正转,反
对简单快捷的方法有以下两种:一种是改变高低位装
转各空运行1~2 min,确保运行稳定后,方可开始生
置上,用于平衡轮组重力的配重块重量,同时通过手
52 橡塑智造与节能环保