
Page 75 - 《橡塑技术与装备》2024年4期
P. 75
新技术与新产品 陶永亮·激光技术在塑料加工中的应用与案例
约为 0.02 lx(光照度的单位),颜色鲜红,激光光斑
肉眼可见。若用功率最强的探照灯照射月球,产生的
照度只有约一万亿分之一勒克斯,人眼根本无法察觉。
激光亮度极高原因是定向发光,大量光子集中在一个
极小空间范围内射出,能量密度自然极高。激光亮度
与阳光之间的比值是百万级,具有亮度极高特点 ;激
光器输出的光,波长分布范围非常窄,颜色极纯。输
-9
出红光的氦氖激光器光的波长分布范围可窄到 2×10
nm,是氪灯发射的红光波长分布范围的万分之二,激
图 1 SLS 工艺原理图
光具有颜色极纯特点 ;光子能量是用 E=hv 来计算的,
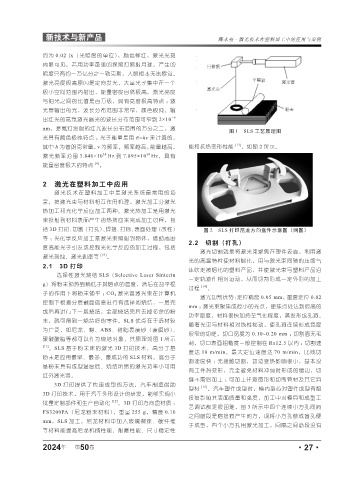
其中 h 为普朗克常量, v 为频率。频率越高,能量越高。 能和抗热变形性能 [13] 。如图 2 所示。
14
14
激光频率范围 3.846×10 Hz 到 7.895×10 Hz,具有
能量密度极大的特点 [4] 。
2 激光在塑料加工中应用
激光技术在塑料加工中是激光系统最常用的场
景,按激光束与材料相互作用机理,激光加工分激光
热加工和光化学反应加工两种。激光热加工是用激光
束投射到材料表面产生的热效应来完成加工过程,包
括 3D 打印、切割(打孔)、焊接、打标、表面处理(改性) 图 2 SLS 打印尼龙方向盘件示意图(网图)
等 ;光化学反应加工是激光束照射到物体,借助高密
2.2 切割(打孔)
度高能光子引发或控制光化学反应的加工过程,包括
激光切割就是将激光束聚焦在塑件表面,利用激
激光刻蚀、激光剥漆等 [10] 。
光的高温特性使材料熔化,用与激光束同轴的压缩气
2.1 3D 打印
体吹走被熔化的塑料产品,并使激光束与塑料产品沿
选择性激光烧结 SLS(Selective Laser Sinterin
一定轨迹作相对运动,从而切割形成一定外形的加工
g)将粉末预热到稍低于其熔点的温度,然后在刮平棍 [14]
过程 。
子的作用下将粉末铺平 ; CO 2 激光器激光束在计算机
激光切割优势:定位精度 0.05 mm,重复定位 0.02
控制下根据分层截面信息进行有选择地烧结,一层完
mm ;激光束聚焦成很小的光点,使焦点处达到很高的
成后再进行下一层烧结,全部烧结完后去掉多余的粉
功率密度,材料很快加热至气化程度,蒸发形成孔洞。
末,就可得到一烧结好的零件。SLS 优点在于选材较
随着光束与材料相对线性移动,使孔洞连续形成宽度
为广泛,如尼龙、蜡、ABS、树脂裹覆砂(覆膜砂)、
很窄的切缝,切口宽度为 0.10~0.20 mm ;切割面无毛
聚碳酸脂等都可以作为烧结对象,其原理如图 1 所示
刺,切口表面粗糙度一般控制在 Ra12.5 以内 ;切割速
[11]
。SLS 基于粉末床的激光 3D 打印技术,高分子基
度达 10 m/min,最大定位速度达 70 m/min,比线切
粉末是应用最早、最多、最成功的 SLS 材料。高分子
割速度快 ;无接触切割,切边受热影响很小,基本没
基粉末具有成型温度低、烧结所需的激光功率小可用
有工件热变形,完全避免材料冲剪时形成的塌边,切
红外激光器。
缝不需后加工 ;可加工任意图形和切割管材及其它异
3D 打印提供了快速成型的方法,汽车制造借助 [15]
型材 。汽车塑件成型时,模内型芯对塑件成型有熔
3D 打印技术,用于汽车外形设计的研发,能够实现小
接痕影响其表面质量和强度,加工中对模具和成型工
批量定制部件和生产自动化 [12] 。3D 打印方向盘材质 :
艺调试都是很困难,图 3 所示中四个连续小方孔间隔
FS3200PA(尼龙粉末材料),重量 255 g,精度 0.10
之间筋段是熔接痕产生地方,现将小方孔做成盲孔便
mm,SLS 加工。尼龙材料中加入玻璃微珠、碳纤维
于成型,四个小方孔用激光加工,间隔之间筋段没有
等材料能提高尼龙机械性能、耐磨性能、尺寸稳定性
年
2024 第 50 卷 ·27·