
Page 84 - 《橡塑技术与装备》2026年3期
P. 84
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
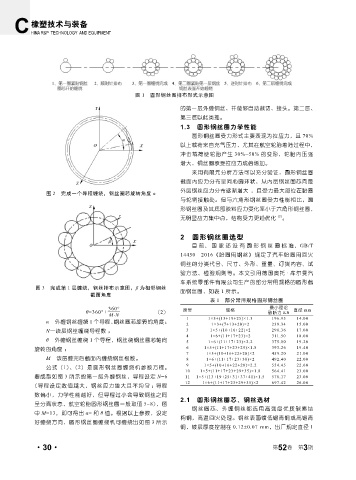
图 1 圆形钢丝圈排布形式示意图
的第一层外缠钢丝,并能够自动裁切、接头。第二层、
第三层以此类推。
1.3 圆形钢丝圈力学性能
圆形钢丝圈受力形式主要表现为拉应力,且 70%
以上载荷来自充气压力,尤其在航空轮胎着陆过程中,
冲击载荷使轮胎产生 30%~50% 的变形,轮胎内压强
增大,钢丝圈承受拉应力成倍增加。
采用有限元分析方法可以充分验证,圆形钢丝圈
截面内应力分布呈同心圆环状,从内层钢丝圈芯向最
图 2 完成一个导程缠绕,钢丝圈芯旋转角度 α 外层钢丝应力分布逐渐增大 ,且受力最大部位在胎圈
与轮辋接触处。但与六角形钢丝圈受力性能相比,圆
形钢丝圈及其底部胶料应力变化率小于六角形钢丝圈,
无明显应力集中点,结构受力更趋优化 [2] 。
2 圆形钢丝圈选型
目前,国家还没有圆形钢丝圈标准,GB/T
14450—2016《胎圈用钢丝》规定了汽车胎圈用回火
钢丝的分类代号、尺寸、外形、重量、订货内容、试
验方法、检验规则等。本文引用德国奥托 · 库尔曼汽
车系统零部件有限公司生产的部分常用规格的圆形截
图 3 完成第 1 层缠绕,钢丝排布示意图,β 为相邻钢丝 面钢丝圈,如表 1 所示。
截面角度
表 1 部分常用规格圆形钢丝圈
360° 最小理论
θ=360°+ (2) 序号 规格 破断力 KN 直径 mm
M . N
α—外缠钢丝缠绕 1 个导程,钢丝圈芯旋转的角度; 1 2 1×5+(13+19+25)×1.5 196.95 14.00
15.00
1×3+(7+13+20)×2
239.34
N—该层钢丝缠绕导程数 ; 3 1×5+(10+16+22)×2 290.36 17.00
4 1×6+(11+17+23)×2 311.50 18.00
θ—外缠钢丝缠绕 1 个导程,钢丝绕钢丝圈芯轴向 5 1×6+(11+17+23)×2.2 375.00 19.20
旋转的角度 ; 6 1×5+(11+17+23+29)×1.8 393.26 19.40
7 1×5+(10+16+22+28)×2 459.20 21.00
M—该层缠完后截面内缠绕钢丝根数。 8 1×6+(11+17+23+30)×2 492.40 22.00
9 1×5+(10+16+22+28)×2.2 554.45 22.60
公式(1)、(2)是圆形钢丝圈缠绕机参数方程。
10 1×5+(11+17+23+29+35)×1.8 564.41 23.00
要成型如图 3 所示的第一层外缠钢丝,导程设定 N=6 11 1×5+(13+19+25+31+37+41)×1.5 570.17 23.00
12 1×6+(11+17+23+29+35)×2 697.42 26.00
(导程设定数值越大,钢丝应力增大且不均匀 ;导程
数偏小,力学性能越好,但导程过小会导致钢丝之间
2.1 圆形钢丝圈芯、钢丝选材
呈分离状态,航空轮胎圆形钢丝圈一般取值 5~8),图
钢 丝圈 芯、 外 缠钢 丝 都选 用 高 强度 优 质 碳素 结
中 M=13,即可得出 α= 和 θ 值。根据以上参数,设定
构钢,高温回火处理。钢丝表面镀低锡青铜或高锡青
好缠绕方向,圆形钢丝圈缠绕机可缠绕出如图 3 所示
铜,镀层厚度控制在 0.12±0.07 mm,出厂规定直径 1
3
·30· 第 52 卷 第 期