
Page 126 - 《橡塑技术与装备》2025年10期
P. 126
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
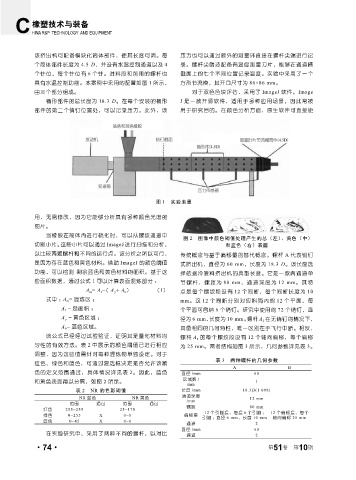
该挤出机可配备模块化筒体部件,使其长度可调。每 压力也可以通过额外的测量环直接在螺杆尖端进行记
个筒体部件长度为 4.5 D,并设有水温控制通道以及 4 录。螺杆尖端还配备有温度测量刀片,能够在通道横
个针位,每个针位有 6 个针。进料段和所用的螺杆也 截面上的七个不同位置记录温度。实验中采用了一个
具有水温控制功能。本案例中采用的配置如图 1 所示, 方形节流模,其开口尺寸为 86×86 mm。
由三个部分组成。 对于双色色块评估,采用了 ImageJ 软件。Image
桶形部件的总长度为 18.3 D。在每个安装的桶形 J 是一款开源软件,适用于多种应用场景,因此常被
部件的第二个销钉位置处,可以记录压力。此外,该 用于研究目的。在颜色分析方面,原生软件可直接使
图 1 实验装置
用,无需修改,因为它能够分析具有多种颜色光谱的
图片。
当橡胶在筒体内进行硫化时,可以从螺纹通道中
图 2 图像中颜色阈值处理产生的总(左)、黄色(中)
切取小片。这些小片可以通过 ImageJ 进行扫描和分析, 和蓝色(右)表面
以比较两颗螺杆和不同的运行点。该分析之所以可行, 传统概念与基于偏移量的替代概念。螺杆 A 代表销钉
是因为存在蓝色和黄色材料。借助 ImageJ 的颜色阈值 式挤出机,直径为 60 mm,长度为 18.3 D。该长度选
功能,可以检测 剩余蓝色和黄色材料的面积。基于这 择依据冷喂料挤出机的典型长度。它是一款两通道单
些面积数据,通过公式 1 可以计算表面混炼部分 : 节螺杆,螺距为 80 mm,通道深度为 12 mm。其特
A m = A t -( A y + A b ) (1) 点是每个螺纹段设有 12 个间断,每个间断长度为 10
式中 : A m = 混炼区 ; mm。这 12 个间断分别对应料筒内的 12 个平面,每
A t = 总面积 ; 个平面可容纳 6 个销钉。研究中使用的 72 个销钉,直
A y = 黄色区域 ; 径为 6 mm,长度为 10 mm。螺杆 A 2 在无销钉的情况下,
A b = 蓝色区域。 具备相同的几何特性,唯一区别在于飞行中断。相反,
该公式已经经过试验验证,证明其是量化材料均 螺杆 A 2 的每个螺纹段设有 12 个轴向偏移,每个偏移
匀性的有效方法。表 2 中展示的颜色阈值已进行相应 为 25 mm。两者结构如图 3 所示,几何参数详见表 3。
调整,因为这些值需针对每种混炼物单独设定。对于
表 3 两种螺杆的几何参数
红色、绿色和蓝色,可通过复选框决定是否允许该颜
A B
色的定义范围通过,具体情况详见表 2。因此,蓝色 直径 /mm 60
区域数 /
和黄色表面得以分离,如图 2 所示。 1
mm
表 2 NR 的色彩阈值 长度 /mm 18.3D(1 098)
NR 蓝色 NR 黄色 通道深度 12 mm
范围 通过 范围 通过 /mm
80 mm
红色 255~255 25~170 螺距 12 个引脚层,每层 6 个引脚 : 12 个偏移层,每个
绿色 0~255 X 0~0 偏移量 引脚 :直径 6 mm,长度 10 mm 轴向偏移 25 mm
蓝色 0~45 X 0~0
通道 2
直径 /mm 60
在实验研究中,采用了两种不同的螺杆,以对比 通道 2
·74· 第 51 卷 第 10 期