
Page 109 - 《橡塑技术与装备》2025年11期
P. 109
设备管理与维护
EQUIPMENT MANAGEMENT AND MAINTENANCE
行采购,可以保证零件的加工尺寸和安装尺寸一致, 在更换过程中,需要关注以下的注意事项 :
满足互换要求。 (1)如果更换的部件为上顶栓时,更换后需要检
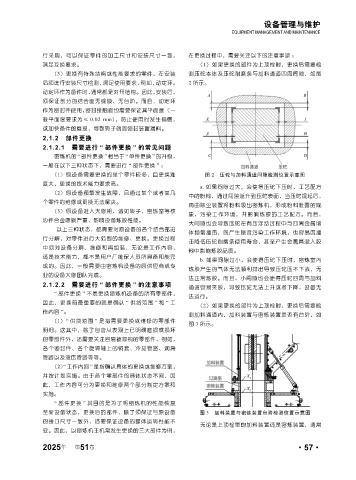
(3)更换有特殊结构或性能要求的零件,在安装 测压砣本体及压砣耐磨条与加料通道四周间隙,如图
后须进行安装尺寸检测,满足使用要求,例如,动定环。 2 所示。
动定环作为备件时,通常都是对开结构。因此,安装后,
须保证剖分的结合面无缝隙、无台阶。而且,动定环
作为密封件使用,密封接触面也需要保证其平面度(一
般平面度要求为≤ 0.02 mm),防止使用时发生偏磨,
或加快备件的磨损,导致转子端面密封装置漏料。
2.1.2 部件更换
2.1.2.1 需要进行 “ 部件更换 ” 的常见问题
密炼机的 “ 部件更换 ” 相当于 “ 单件更换 ” 的升级,
一般在以下三种状态下,需要进行 “ 部件更换 ” :
(1)原设备需要更换的单个零件较多,且更换难 图 2 压砣与加料通道间隙检测位置示意图
度大,更换的技术能力要求高。
a. 如果间隙过大,会使得压砣下压时,工艺配方
(2)原设备频繁发生故障,且通过某个或者某几
中的粉料,通过间隙返升到压砣表面,当压砣提起后,
个零件的维修或更换无法解决。
再由除尘装置将粉料吸出密炼机,形成粉料泄露的现
(3)原设备进入大修期,诸如转子、密炼室等核
象,污染工作环境,并影响炼胶的工艺配方。而且,
心件合金磨损严重,影响设备炼胶性能。
大间隙也会导致压砣在有压浮动过程中与四周金属墙
以上三种状态,都需要对原设备的各个结合部进
体频繁撞击,既产生噪音污染工作环境,也容易因撞
行分解,对零件进行大范围的维修、更换。更换过程
击降低压砣耐磨条使用寿命,甚至产生金属屑混入胶
中须对设备分解、维修和再组装,无论是工作内容,
料中影响炼胶品质。
还是技术能力,都不是用户厂维保人员所具备和能完
b. 如果间隙过小,会使得压砣下压时,密炼室内
成的。因此,一般需要由密炼机设备的原供应商或专
炼胶产生的气体无法顺利排出导致压砣压不下去,无
业的设备大修团队完成。
法正常炼胶。而且,小间隙也会使得压砣四周与加料
2.1.2.2 需要进行 “ 部件更换 ” 的注意事项 通道容易夹胶,导致压砣无法上升或者下降,设备无
“ 部件更换 ” 不是更换密炼机设备的所有零部件,
法运行。
因此,更换前最重要的就是确认 “ 供货范围 ” 和 “ 工
(2)如果更换的部件为上顶栓时,更换后需要检
作内容 ”。
测加料通道内,加料装置与密炼装置是否有台阶,如
(1)“ 供货范围 ” 是指需要更换或维修的零部件
图 3 所示。
明细。这其中,除了包含从表观上已明确磨损或损坏
的零部件外,还需要关注容易被忽视的零部件,例如,
各个密封件、各个旋转轴上的铜套、冷却管路、润滑
管路以及液压管路等等。
(2) “ 工作内容 ” 是指确认具体的更换或维修方案,
并按计划实施。由于各个零部件的具体状态不同,因
此,工作内容可分为更换和维修两个部分制定方案和
实施。
“ 部件更换 ” 其目的是为了将密炼机的性能恢复
至新设备状态,更换后的部件,除了须保证与原设备 图 3 加料装置与密炼装置台阶检测位置示意图
的接口尺寸一致外,还要保证设备的整体运转性能不
无论是上顶栓里的加料装置还是密炼装置,通常
变。因此,以密炼机主机常发生更换的三大部件为例,
年
2025 第 51 卷 ·57·