
Page 34 - 《橡塑智造与节能环保》2025年7期
P. 34
综述与专论
动性后,通常会混入专门的改性材料,如碳纤维、玻 主要采用“两步法”。两步注射成型加工方法所造成的
璃纤维或其他高性能纤维,以提高其机械强度和耐热 设备能耗高、资源浪费等问题一直是阻碍玻纤增强复
性。热模压成型工艺的一个显著优势是其生产的复合 合材料发展的一大障碍。该方法需要预先通过双螺杆
材料制品具有良好的热稳定性和优异的机械性能。此 挤出机塑化挤出-冷却-造粒的工序来制备LFRT母粒,
外,该工艺还允许生产具有复杂几何形状和精确尺寸 再将所制得的料粒一起放进注射机中,经过再一次高
的产品,扩展了复合材料应用的范围。然而,为了确 温塑化后进入模腔保压、冷却成型,该方法所制备的
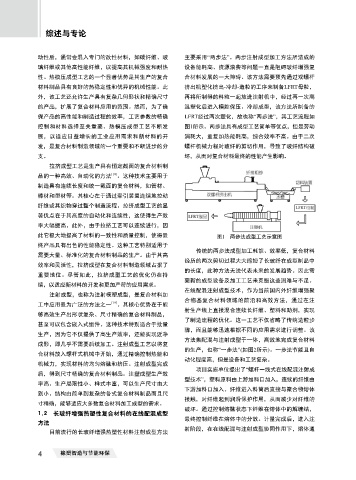
保产品的高性能和制造过程的效率,工艺参数的精确 LFRT经过两次塑化,故也称“两步法”,其工艺流程如
控制和材料选择至关重要。热模压成型工艺不断发 图1所示。两步法具有成型工艺简单等优点,但是劳动
展,以适应日益增长的工业应用需求和新材料的开 消耗大,重复加热能耗高,综合效率不高。由于二次
发,是复合材料制造领域的一个重要和不断进步的分 螺杆机械力程对玻纤的剪切作用,导致了玻纤结构破
支。 坏,从而对复合材料最终的性能产生影响。
拉挤成型工艺是生产具有恒定截面的复合材料制
品的一种高效、自动化的方法 [18] 。这种技术主要用于
制造具有连续长度和统一截面的复合材料,如管材、
棒材和型材等。其核心在于通过牵引装置连续地拉动
纤维或其织物穿过整个制造流程。拉挤成型工艺的显
著优点在于其高度的自动化和连续性,这使得生产效
率大幅提高。此外,由于拉挤工艺可以连续进行,因
此它极大地提高了材料的一致性和质量控制,使得最 图1 两步法成型工艺示意图
终产品具有出色的性能稳定性。这种工艺特别适用于
传统的两步法成型加工耗能、效率低,复合材料
需要大量、标准化的复合材料制品的生产。由于其高
经历的两次剪切过程大大缩短了长玻纤在成型制品中
效率和灵活性,拉挤成型在复合材料制造领域占据了
的长度,此种方法无法代表未来的发展趋势。因此需
重要地位。尽管如此,拉挤成型工艺的优化仍在持
要新的成型设备及加工工艺来克服这些困难与不足。
续,以适应新材料的开发和更加严苛的应用需求。
在线配混注射成型技术,作为当前国内外纤维增强聚
注射成型,也称为注射模塑成型,是复合材料加
合物基复合材料领域的前沿和高效方法,通过在注
工中应用最为广泛的方法之一 [19] 。其核心优势在于能
射生产线上直接混合连续长纤维、塑料和助剂,实现
够高效生产出形状复杂、尺寸精确的复合材料制品,
了制造流程的优化。这一工艺不仅省略了传统造粒步
甚至可以包含嵌入式组件。这种技术特别适合于批量
骤,而且能够迅速根据不同的应用需求进行调整。该
生产,因为它不仅提供了高生产效率,还能实现近净
方法集配混与注射成型于一体,高效地完成复合材料
成形,即几乎不需要后续加工。注射成型工艺以将复
的生产,也称“一步法”(如图2所示)。一步法节能且自
合材料放入螺杆式机械中开始,通过精确控制热能和
动化程度高,但是设备和工艺复杂。
机械力,实现材料的均匀熔融和挤压。注射成型完成
项目实施单位提出了“螺杆一线式在线配混注射成
后,得到尺寸精确的复合材料制品。注塑成型生产效
型技术”,塑料原料由上游加料口加入,连续的纤维由
率高、生产局限性小、样式丰富,可以生产尺寸由大
下游加料口加入。纤维进入料筒后直接与聚合物熔体
到小、结构由简单到复杂的各式复合材料制品而且尺
接触,对纤维起到润滑保护作用,从而减少对纤维的
寸精确,能够适应大多数复合材料加工成型的需求。
破坏。通过控制熔融状态下纤维在熔体中的解缠结,
1.2 长玻纤增强热塑性复合材料的在线配混成型
最终控制纤维在熔体中的分散。计量完成后,进入注
方法
射阶段,在在线配混与注射成型协同作用下,熔体通
目前流行的长玻纤增强热塑性材料注射成型方法
4 橡塑智造与节能环保